Величину усилия зажима, необходимого для надежного крепления детали, можно определить на основе решения задачи статики, рассматривая равновесие детали под действием приложенных к ней сил. Рекомендуется следующий порядок расчета:
1) составить расчетную схему, т.е. на схеме установки изобразить все силы, действующие на деталь: силу резания, зажимные усилия, реакции опор и силы трения в местах контакта детали с установочными элементами и зажимными устройствами.
Расчетную схему следует составлять для наиболее неблагоприятного варианта местоположения режущего инструмента по длине обрабатываемой поверхности, при котором для удержания детали от перемещения и поворота под действием силы резания требуется приложить наибольшее зажимное усилие;
2) составить уравнение сил и моментов из условия равновесия детали и определить величину проекции на направлении силы резания и сил трения.
Уравнение сил можно составить в таком виде: сумма проекции всех сил удерживающих деталь, равна проекции силы резания.
Для составления уравнения моментов необходимо установить точку, относительно которой возможен поворот детали под действием силы резания, и определить относительно этой точки момент сил, удерживающих деталь, и момент силы резания;
3) ввести коэффициент надежности закрепления К, в процессе обработки увеличение силы резания по сравнению с рассчитанной формулой.
Увеличение силы резания может произойти из-за затупления инструмента, изменения твердости материала и величины припуска.
Коэффициент К учитывает также возможное изменение условий закрепления в процессе обработки.
Для удобства расчетов коэффициента К можно ввести в полученное уравнение сил путем умножения на К силы резания, сдвигающей деталь, а в уравнение моментов – умножение на К момента силы резания;
4) определить величину зажимного усилия из полученных уравнений сил и моментов.
Пример. При фрезеровании паза (рис. 3.4) деталь под действием силы резания может перемещаться вдоль опорных пластин. Составляющая силы резания, вызывающая перемещение детали, равна Рz.
Реакция опоры составляет:
 .
.
Силы трения Т1 – в местах контакта детали с зажимным устройством и Т2 – с установочными элементами соответственно будут равны:
 ,
,
 .
.
где f1и f2 – коэффициенты трения, соответственно, между деталью и зажимными устройствами и между деталью и установочными устройствами.
Уравнение сил, составленное из условий равновесия детали
 .
.
После подстановки значения Т1 и Т2 и введения коэффициента К оно примет вид:
 ,
,
 .
.


Рис.3.4. Схема фрезерования паза
Пример. При сверлении отверстия в детали, закрепленной в трехкулачковом патроне (рис. 3.5), деталь может перемещаться вдоль кулачков под действием силы резания Рх (усилие подачи) и провертываться в кулачках под действием момента резания Мкр. Для обеспечения неподвижности детали относительно патрона необходимо приложить такое усилие зажима, чтобы не было ни перемещения, ни провертывания детали относительно кулачков. В зависимости от формы насечки на кулачках сопротивление перемещению и провертыванию может быть различным, так как при этом могут быть разными коэффициенты трения.
Допустим, что при перемещении детали в кулачках вдоль ее оси коэффициент трения будет f1 , а при провертывании – f2. Тогда силы трения между кулачками и деталью будут составлять:
,
 .
.
Определим величину усилия зажима при условии недопустимости перемещения детали в кулачках. Пользуясь принятыми обозначениями (рис. 3.5), имея в виду, что у патрона три кулачка, составим уравнение сил:
 .
.
После подстановки значений Т1и введения коэффициента К уравнение примет следующий вид:
 .
.
Пример расчета погрешностей базирования Δб и закрепления Δз при обработке деталей в патронах.
При заданном размере Н1 от оси детали (рис 3.6) погрешность базирования равна 0, так как технологическая и измерительная базы совмещены. Погрешность закрепления в патроне не будет зависать от его точности, т.е. от биения после зажима детали и смятия поверхностных слоев детали в зоне контакта с кулачками.

Рис. 3.5. Схема сверления отверстия

Рис. 3.6. Схема установки цилиндрической детали в трехкулачковом самоцентрирующемся патроне
Если же Н2 дан от базирующей поверхности, то погрешность базирования определяется в зависимости от погрешности точки В, относительно центра и равна этой погрешности. При изменении диаметра D в пределах допуска δ величина погрешностей базирования будет равна половине допуска.
Величины погрешностей закрепления могут быть приняты по табл. 3.12, 3.13, 3.14.
При установке деталей в призму имеются погрешности базирования и закрепления. Погрешность базирования Δб для трех точек определяется аналитически и графически. Величина погрешности зависит от допуска δ на базовый диаметр и угла призмы α. Допуск на диаметр детали δ = D – D1 (рис. 3.7).
Величина погрешности базирования имеет три значения:
Из рис. 3.7 видно, что
 ;
;  ,
,
 .
.
Теперь определим величину зажимного усилия при условии недопустимости провертывания детали в кулачках.
Так как деталь зажата в трех кулачках, уравнение моментов будет иметь вид:
 ,
,
где Мкр – момент силы резания;
Т2 – сила трения между кулачком и деталью при провертывании последней;
r – радиус наружной цилиндрической поверхности детали на участке закрепления ее в кулачках.

Рис. 3.7. Установка детали в призме с построением схемы для расчета погрешности базирования
После подстановки значения Т2 и введения коэффициента К уравнение примет вид:
 ,
,
 .
.
При расчетах по определению величины зажимного усилия для коэффициентов трения детали в местах контакта с установочными элементами и с зажимными устройствами можно принимать следующие значения:
f = 0,16. 0,18 – при контакте с гладкой поверхностью;
f = 0,18. 0,30 – по линии и со сферой;
f = 0,5. 0,6 – с рифлеными (насеченными) закаленными поверхностями.
Коэффициент надежности закрепления К принимать 1,5. 2,5. Меньшее значение К принимать при чистовой обработке, большее – при черновой.
Погрешности установки единичных заготовок в трехкулачковом самоцентрирующем патроне
| Заготовка воспринимающая силу зажима | Радиальное смещение заготовки, мкм при диаметрах, мм до 50 120 – 150 | Осевое смещение заготовки, мкм при диаметрах, мм до 50 120 – 150 |
| Чисто обработанная | 50 80 | 30 50 |
Погрешность установки заготовок в тисках
| Тип тисков | Метод установки | Смещение заготовки, мкм |
| Винтовые тиски Эксцентриковые тиски | На подкладке в свободном состоянии На подкладке с простукиванием при зажиме С подкладкой Без подкладки | 100 – 200 100 – 200 – 40 – 100 |
Осадка заготовок при закреплении в приспособлениях силой, направленной перпендикулярно к опорной базирующей поверхности
| Поверхность, воспринимающая силу зажима | Осадка заготовки, мкм |
| После черновой обработки резанием После чистовой обработки резанием | 50 – 75 10 – 15 |
3.14.5. Расчет приспособления на точность. Умение определять погрешность установки позволит конструировать такие приспособления, которые сводят до минимума отклонения от заданной точности.
Полная погрешность обработки зависит от суммы базирования, закрепления, наладки станка, точности инструмента, случайных отклонений, точности обработки деталей приспособления и т.д. и определяется путем суммирования составляющих.
Погрешность обработки может быть определена по формуле
 ,
,
где d – допуск на размер при выполнении операции;
åDс – сумма систематических погрешностей, состоящая из погрешностей наладки, приспособления, инструмента и др.
Величину åDс следует определять с учетом взаимной компенсации ее отдельных составляющих.
Учитывая возможность компенсации составляющих åDс при проектировании, принимаем åDс = 0;
К – коэффициент, зависящий от закона рассеяния погрешностей, К=1;
Dб – погрешность базирования;
Dз – погрешность закрепления;
Dр – погрешность, вызываемая рассеянием размеров в результате действия случайных факторов (изменение структуры и механических свойств обрабатываемого металла, припуска и др.), Dр принимаем равной 0,32×s;
где s – среднее квадратичное отклонение, приближенно принимаем  .
.
Если при расчете Dобр получится больше d, то следует уменьшить погрешность базирования Dб изменением базирования детали или обосновать расширение допуска на операцию.
Примечание. При установке на магнитной плите погрешностью закрепления пренебрегают.

 .
.
Из приведенных формул и рис. 3.7 видно, что максимальная погрешность будет иметь место в верхней части (КК1); минимальная – в нижней (СС1).
В приведенных формулах учтен только допуск на диаметр и не учтены допуски на овальность, конусность, которые будут влиять на Dб, но в меньшей степени, так как допуски на овальность и конусность в два-три раза меньше допусков на диаметр.
По приведенным формулам рассчитывают максимальную погрешность, так как в формулы вошел весь допуск на диаметр. Действительную величину погрешности заранее определить невозможно. Общая сумма погрешностей не должна выходить за пределы допуска на операцию.
На рис. 3.8 приведен пример выполнения операции сверления при установке на призму. Если допуск d на операцию меньше погрешности базирования, то обрабатывать отверстие следует в зоне В, так как погрешность базирования в этой зоне в пять раз меньше, чем в зоне А (при a = 90 °).
Погрешность закрепления в горизонтальной плоскости Dз (рис. 3.9) зависит от точности выполнения угла призмы a, вернее симметричности его относительно вертикали, проведенной через вершину угла призмы.
Если обозначить через b разность половин углов a/2 смещение оси цилиндра вправо или влево будет
 ,
,
при D = 50 мм, d= 90 °, b= 10¢, Dз = 0,1 мм.
Если при таком базировании сверлить отверстие, то ось его пройдет левее или правее центра детали на 0,1 мм (рис. 3.9). Поэтому при изготовлении призм равенство половин угла рекомендуется выдержать с точностью 5¢, т.е. b= 5¢.
К установочным устройствам для внутренних цилиндрических баз (отверстий) относятся различные оправки, конструктивные особенности которых весьма разнообразны.

Рис. 3.8. Схема установки детали в призму для сверления отверстия с выдерживанием размера Н ± d

Рис. 3.9. Схема образования погрешности закрепления в горизонтальной плоскости из-за неточности выполнения половины угла призмы при ее изготовлении
Экономическое обоснование принятого варианта технологического процесса
В курсовом проекте сравниваются два варианта ТП: базовый и проектируемый. В качестве базового варианта принимается заводской ТП. При отсутствии базового варианта в проекте рассматриваются (сравниваются) два возможных варианта изготовления детали.
Все расчеты настоящего раздела выполняются с использованием цен и тарифных ставок, действующих в Республике Беларусь на момент выполнения расчетов. Не допускается выполнение расчетов в копейках с увеличением конечного результата до рублей.
При оценке эффективности того или иного варианта ТП наиболее выгодным признается тот, у которого сумма текущих и приведенных капитальных затрат на единицу продукции будет минимальной.
Расчеты приведенных затрат и технологической себестоимости выполняются для всех изменяющихся операций ТП.
Приведенные затраты для двух сравниваемых вариантов ТП рассчиты-ваются по формуле
где С – технологическая себестоимость, р;
Ен – нормативный коэффициент экономической эффективности капитальных вложений (Ен= 0,1);
Кс, Кзд – удельные капитальные вложения в станок и здание соответственно.
Расчет основной и дополнительной зарплаты выполняется, по формуле
где Сч – часовая тарифная ставка рабочего (принимается по установленным тарифным ставкам), р/ч;
Кд – коэффициент, учитывающий дополнительную зарплату и начисления (Кд = 1,7);
3н – коэффициент, учитывающий оплату наладчика (Зн = 1,0);
Ко.м – коэффициент, учитывающий оплату рабочего при многостаночном обслуживании (Ко.м = 1,0).
Расчет часовых затрат по эксплуатации рабочего места выполняется по формуле
где Сч.з – часовые затраты на базовом рабочем месте (принимаются по материалам производственной практики), р/ч;
Км – коэффициент показывающий во сколько раз затраты, связанные с работой данного станка, больше, чем аналогичные расходы у базового станка.
Удельные капитальные вложения в станок рассчитываются по формуле
 , (3.16)
, (3.16)
где Цс – отпускная цена станка, р;
Км – коэффициент учитывающий затраты на транспортировку и монтаж (Км = 1,1);
Сп – принятое число станков на операцию (Сп = 1,0);
N – годовой объем выпуска деталей.
Удельные капитальные вложения в здание рассчитываются по формуле
 , (3.17)
, (3.17)
где Спл – стоимость 1м 2 производственной площади (принимается по материалам производственной практики), р/м 2 ;
Пс – площадь, занимаемая станком с учетом проходов, м 2 ;
Сп – принятое число станков на операцию (Сп = 1,0).
Площадь, занимаемая станком Пс .определяется по формуле
 , (3.18)
, (3.18)
где f – площадь станка в плане (длина к ширине), м 2 ;
Кс – коэффициент, учитывающий дополнительную производственную площадь (Кс = 3,5 при f = 2. 4м 2 ; Кс = 3 при f = 4. 6м 2 ; Кc = 4 при f 2 ).
Технологическая себестоимость рассчитывается для всех операций по формуле
С = (Сз + Сэксп)∙  . (3.19)
. (3.19)
Экономический эффект от внедрения принятого варианта ТП рассчитывается по формуле
где Збаз – приведенные затраты по базовому варианту ТП;
3пр – приведенные затраты по проектируемому варианту.
Результаты расчетов приведенных затрат сводятся в табл.3.15.
Таблица 3.15
Расчет приведенных затрат
| Операция | Модель станка | Тшт, мин | Сз, р | Сэксп, р | Кс, р | Кзд, р | С, р |
| Базовый вариант | |||||||
| 010. Токарная | 16К20 | 7,8 | (3.14) | (3.15) | (3.16) | (3.17) | (3.19) |
| 025.Сверлильная | 2Н55 | 6,4 | (3.14) | (3.15) | (3.16) | (3.17) | (3.19) |
| … | |||||||
| Итого ∑ ∑ ∑ ∑ ∑ Проектируемый вариант | |||||||
| 05.Токарная с ЧПУ | 16К20Т1 | 2,3 | (3.14) | (3.15) | (3.16) | (3.17) | (3.19) |
| 20. Сверлильная с ЧПУ | 2Р135Ф | 3,4 | (3.14) | (3.15) | (3.16) | (3.17) | (3.19) |
| Итого ∑ ∑ ∑ ∑ ∑ |
Примечание: В таблице в скобках указаны номера формул, по которым выполняются расчеты.
Уравнение равновесия сил для определения зажимного усилия
Всё о станочных приспособлениях — «Студентам»
ТЕМА 6. ЗАЖИМНЫЕ УСТРОЙСТВА СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
6.1. Правила закрепления заготовок
При обработке заготовки на нее действуют силы резания и моменты, создаваемые ими, которые стремятся переместить и повернуть заготовку. Несмотря на это, заготовка должна сохранять в процессе обработки неизменное положение относительно опорных элементов. Для этого ее необходимо надежно закрепить.
При закреплении заготовки в приспособлении должны соблюдаться следующие правила:
-не должно нарушаться положение заготовки, достигнутое при ее базировании;
-закрепление должно быть надежным, чтобы во время обработки положение заготовки сохранялось неизменным;
-возникающие при закреплении смятие поверхностей заготовки, а также ее деформации должны быть минимальными и находится в допустимых пределах.
Несоблюдение любого из этих правил может привести к возникновению погрешностей обработки, а изменение положения заготовки в процессе резания – и к поломке режущего инструмента.
Выполнение указанных правил закрепления достигается благодаря рациональному выбору схемы закрепления и величины зажимного усилия Q. При этом необходимо руководствоваться следующими соображениями:
-точки приложения сил выбирают с таким расчетом, чтобы исключалась возможность появления опрокидывающих моментов, отрывающих деталь от опорных элементов приспособления, или сил, сдвигающих заготовку относительно опорных элементов;
-точки приложения сил зажима следует направлять перпендикулярно к поверхности опорного элемента, что устранит возможность ее сдвига при закреплении и появление опрокидывающих моментов;
-точки приложения сил зажима надо выбирать так, чтобы линия его действия пересекала опорную поверхность опорного элемента, что устранит деформации при закреплении заготовки;
-для уменьшения вибраций и деформаций заготовки под действием силы резания следует повышать жесткость системы заготовка-приспособление путем увеличения числа мест зажатия заготовки и приближения их к обрабатываемой поверхности;
-для уменьшения смятия поверхностей заготовки при закреплении необходимо уменьшить удельное давление в местах контакта зажимного устройства с заготовкой путем рассредоточения зажимного усилия.
6.2. Классификация зажимных устройств
Закрепление заготовки производится с помощью зажимных устройств различной конструкции. Принцип действия и конструкция зажимного устройства выбирается исходя из конкретных условий выполнения операции: тип производства; тип станка; величин сил резания, действующих на заготовку и др. Надежность закрепления проверяется расчетами, выполняемыми на стадии проектирования приспособления. Методика расчетов в некоторой степени определяется применяемым зажимным устройством. В связи с этим зажимные устройства целесообразно разделить на три группы:

Рис.6.1. Схемы зажимных устройств
1.ЗУ (рис. 2.1,а), имеющее в своем составе силовой механизм (СМ) и привод (П), который обеспечивает перемещение контактного элемента (К) и создает исходное усилие Ри, преобразуемое силовым механизмом в зажимное усилие Q. Используемые в этих условиях приводы достаточно разнообразны: пневматические, гидравлические, пневмогидравлические и т.д.
2.ЗУ (рис. 2.1,б), состоящее лишь из силового механизма, который приводится в действие непосредственно рабочим, прилагающим исходное усилие Ри на плече l. Эти ЗУ иногда называют ЗУ с ручным приводом.
3.ЗУ (рис. 2.1,в), которое в своем составе не имеют силового механизма, а используемые приводы лишь условно можно назвать приводами, т.к. они не вызывают перемещений элементов ЗУ а только создают зажимное усилие Q, которое является равнодействующей равномерно распределенной нагрузки q (вакуумные, магнитные и др. устройства).
6.3. Методика расчета зажимных устройств
Методика расчета зажимных устройств включает в себя следующие этапы:
1.Определяют силы и моменты резания.
2.Составляют расчетную схему и исходное уравнение для расчета зажимного усилия Q.
3.Определяют коэффициент трения f.
4.Рассчитывают коэффициент надежности закрепления заготовки К.
5. Исходя из требуемого зажимного усилия Q, типа производства выбирают тип зажимного устройства, при этом:
5.1. Если ЗУ 1 группы, то выбирают тип силового механизма и тип привода. Основной характеристикой силового механизма является коэффициент его усиления i = Q / Pи. По величине коэффициента усиления i, определенной исходя из конструкции силового механизма, вычисляют исходное зажимаемое усилие Ри и по нему выбирают и рассчитывают привод;
5.2. Если ЗУ 2 группы, то по зажимному усилию Q выбирают тип силового механизма, имея в виду что рабочий может приложить лишь вполне определенное усилие Ри;
5.3. Если ЗУ 3 группы, то по зажимному усилию Q и площади заготовки S, определяют удельное усилие q привода, по которому подбирают или проектируют магнитное, вакуумное или т.п. зажимное устройство.
6.3.1.Определение сил и моментов резания
Действующие на заготовку силы и моменты резания можно рассчитать по формулам, приводимым в справочниках и нормативах по режимам резания применительно к определенному виду обработки.
6.3.2. Составление расчетной схемы и исходного уравнения для расчета зажимного усилия
Величину необходимого зажимного усилия определяют на основе решения задачи статики, рассматривая равновесие заготовки под действием приложенных к ней сил. Для этого необходимо составить расчетную схему, т.е. изобразить на схеме базирования заготовки все действующие на нее силы: силы и моменты резания, зажимные усилия, реакции опор и силы трения в местах контакта заготовки с опорными элементами и зажимными устройствами. Расчетную схему следует составлять для наиболее неблагоприятного местоположения режущего инструмента по длине обрабатываемой поверхности.
По расчетной схеме необходимо установить направления возможного перемещения или поворота заготовки под действием сил и моментов резания, определить величину проекции всех сил на направление перемещения и составить уравнения сил и моментов.
Т.к. в производственных условиях могут иметь место отступления от тех условий, применительно к которым рассчитывались по нормативам силы и моменты резания, возможное увеличение их следует учесть путем введения коэффициента надежности закрепления К и умножения на него сил и моментов резания, входящих в составленное уравнение статики.
На основании решения уравнений статики получают формулы для расчета зажимного усилия Q, обеспечивающего надежное закрепление заготовки.
6.3.3. Выбор величины коэффициента трения f
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными элементами, а также в местах контакта зажимных устройств с поверхностью заготовки. В ряде случаев в приспособлениях преднамеренно выполняется насечка различной формы и направления. При закреплении зубцы насечки вдавливаются в тело обрабатываемой заготовки. Возникающие на таких поверхностях силы, препятствуют повороту или перемещению заготовки. Значение коэффициента трения приведены в табл.6.1
Таблица 6.1 Значения коэффициентов трения f
| Характеристики контактируемых поверхностей |

 (1)
(1) (2)
(2) (3)
(3) (4)
(4)
 (5)
(5)
 (6)
(6) (7)
(7) (8)
(8) (9)
(9) (10)
(10) (11)
(11) (12)
(12) (13)
(13) (14)
(14)
 (15)
(15) (16)
(16)
 (17)
(17) (18)
(18)
| №варианта | D | d | b | Мрез | k | f |
| 1.75 | 0.08 | |||||
| 1.80 | 0.09 | |||||
| 1.85 | 0.10 | |||||
| 1.90 | 0.11 | |||||
| 1.95 | 0.12 |
Задача №8
Определить диаметр нажимного винта и момент его затяжка для закрепления заготовки с силой Q. Установить целесообразную форму головки — винта дли затяжки его вручную (без ключа). Нажимной конец винта выполнен в двух вариантах со сферической заточкой и с плоским торцом.
Q — сила зацепления, Н;
с — коэффициент для основной метрической резьбы, равен 1,4;
σ — напряжение растяжения (сжатия), Мпа;
d1 — диаметр плоского торца винта, см;
f — коэффициент трения.
| №варианта | Q | c | σ | d1 | f |
| 1.4 | 0.6 | 0.14 | |||
| 1.4 | 0.7 | 0.15 | |||
| 1.4 | 0.8 | 0.16 | |||
| 1.4 | 0.9 | 0.15 | |||
| 1.4 | 0.8 | 0.14 |
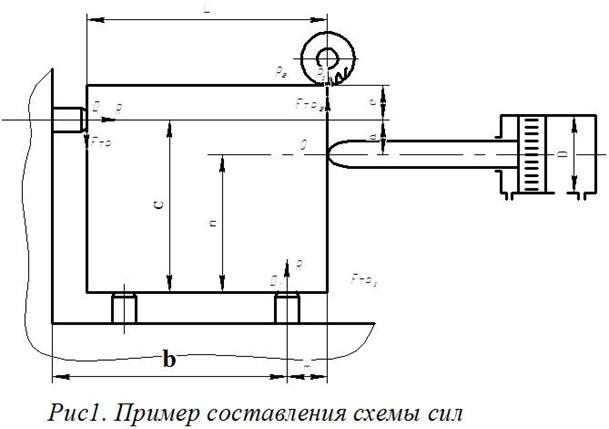
Задача №9
Для схемы закрепления заготовки, изображенной на рис1, определить зажимную силу Q и диаметр пневмоцилиндра D.
Силы фрезерования Р1 и Р2, Н. Длина заготовки l, мм.
Конструктивные размеры между элементами приспособления детали а и е (см.рисунок).
| №варианта | Р2 (Н) | Р1(Н) | l | a | e |
Задача №10
В цилиндрической заготовке радиусом r сверлят глухое
отверстие. Момент резания при сверлении Мрез. Схема установки заготовки показана на рис.3. Угол призмы α, коэффициент трения в местах контакта заготовки с призмой и зажимающим элементом f . Осевой упор заготовки происходит в опору со сферической головкой.
Определить силу зажима Q , номинальный диаметр резьбы d, момент затяжки винта Мз.
| №варианта | r(мм) | Мре з(Нм) | αº | f | σсм |
| 0.15 | |||||
| 0.16 | |||||
| 0.17 | |||||
| 0.18 | |||||
| 0.19 |
Задача №11
Определить суммарное радиальное усилие зажима заготовка кулачками токарного патрона при заданных условиях обработки. Рис.2
| Параметры | № варианта | ||
| D | |||
| d | |||
| Pz | |||
| Характер обработки | Чистовая | Черновая | Получистовая |
| Поверхность кулачков | Гладкая | С кольцевыми поковками | С крестообразными поковками |
Задача №12
Определить диаметр гидравлического цилиндра двухстороннего отверстия или при каком давлении масла р МН/м^2 нужно работать, если необходима иметь усилие на штоке Pшт, dшт. = 0,5Dшт.
| Наименование параметры | № варианта | |||||
| D, мм | — | |||||
| D,Мн/м^2 | 8,0 | — | 6,0 | 4,0 | 5,0 | 6,0 |
| Pz шт | ||||||
| Пуск масла производиться в полость | Без штока | Со штоком |
Список использованной литературы:
1. Корсаков В.С. Основы конструирования приспособлений.-М:
Машиностроение, 1983.-277 с.
2. Гельфгат Ю.И. Сборник задач и упражнений по технологии машиностроения.-М. :Высшая школа, 1975 — 238 а.
3. Проектирование приспособлений. Задание на контрольное работы для студентов заочной системы. — М. :ВЗМИ, 1984. — 23 с.
4. Горошшн А.К. Приспособления для металлорежущих станков.
Справочник.- М.: Машиностроение,1979.- 303с.
5. Терликова Т.Ф. и др. Основы конструирования прпспособлений. — М.: Машиностроение, 1980. – 119с.