Всё о станочных приспособлениях — «Студентам»
- ТЕМА 6. ЗАЖИМНЫЕ УСТРОЙСТВА СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
- Методические рекомендации по выполнению практической работы Силы зажима
- Просмотр содержимого документа «Методические рекомендации по выполнению практической работы Силы зажима»
- Расчёт сил закрепления заготовок
- Методика расчёта сил зажима
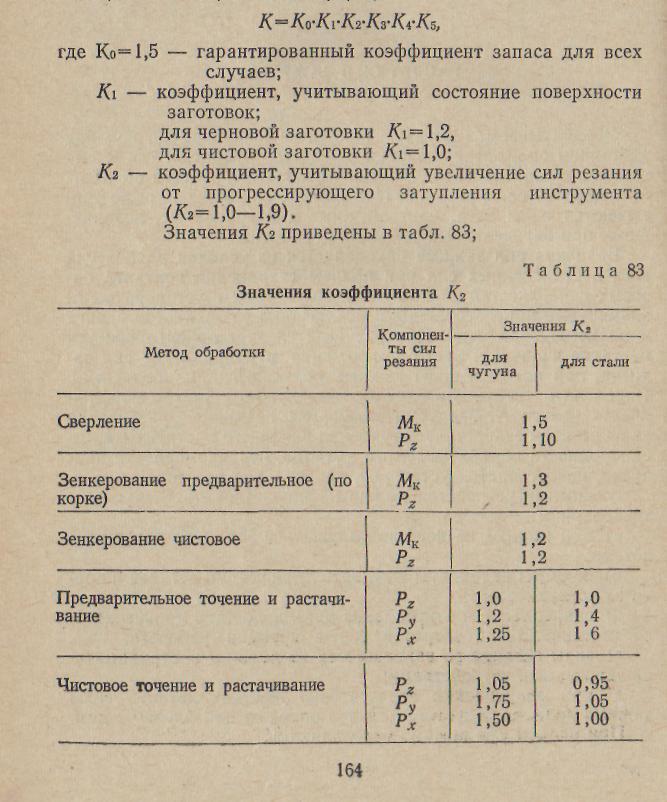
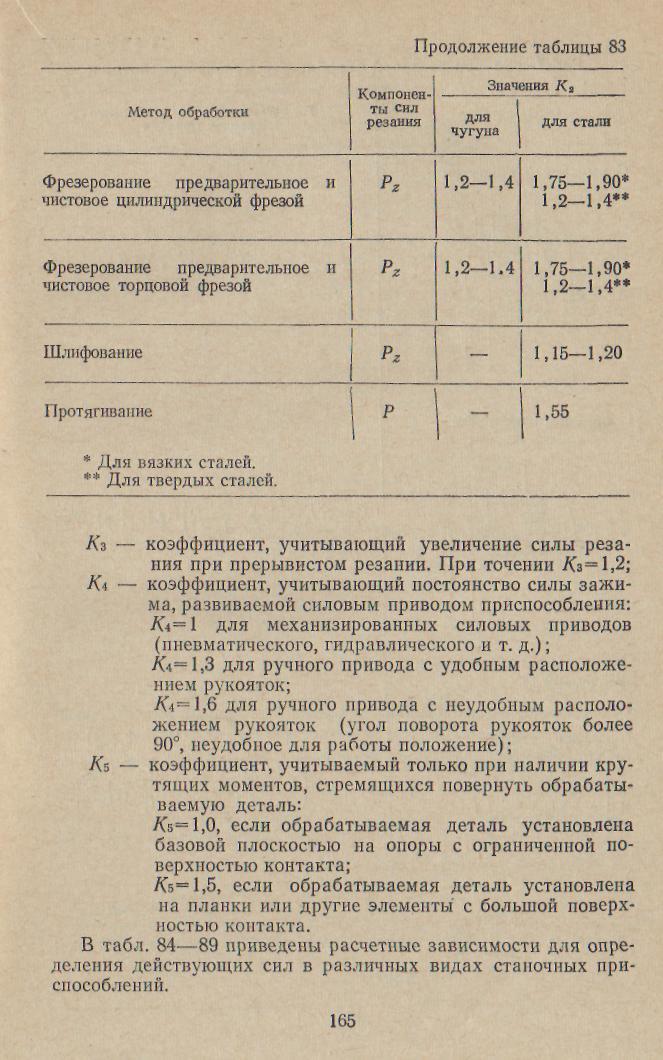
- Коэффициент запаса сил зажима.
ТЕМА 6. ЗАЖИМНЫЕ УСТРОЙСТВА СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
6.1. Правила закрепления заготовок
При обработке заготовки на нее действуют силы резания и моменты, создаваемые ими, которые стремятся переместить и повернуть заготовку. Несмотря на это, заготовка должна сохранять в процессе обработки неизменное положение относительно опорных элементов. Для этого ее необходимо надежно закрепить.
При закреплении заготовки в приспособлении должны соблюдаться следующие правила:
-не должно нарушаться положение заготовки, достигнутое при ее базировании;
-закрепление должно быть надежным, чтобы во время обработки положение заготовки сохранялось неизменным;
-возникающие при закреплении смятие поверхностей заготовки, а также ее деформации должны быть минимальными и находится в допустимых пределах.
Несоблюдение любого из этих правил может привести к возникновению погрешностей обработки, а изменение положения заготовки в процессе резания – и к поломке режущего инструмента.
Выполнение указанных правил закрепления достигается благодаря рациональному выбору схемы закрепления и величины зажимного усилия Q. При этом необходимо руководствоваться следующими соображениями:
-точки приложения сил выбирают с таким расчетом, чтобы исключалась возможность появления опрокидывающих моментов, отрывающих деталь от опорных элементов приспособления, или сил, сдвигающих заготовку относительно опорных элементов;
-точки приложения сил зажима следует направлять перпендикулярно к поверхности опорного элемента, что устранит возможность ее сдвига при закреплении и появление опрокидывающих моментов;
-точки приложения сил зажима надо выбирать так, чтобы линия его действия пересекала опорную поверхность опорного элемента, что устранит деформации при закреплении заготовки;
-для уменьшения вибраций и деформаций заготовки под действием силы резания следует повышать жесткость системы заготовка-приспособление путем увеличения числа мест зажатия заготовки и приближения их к обрабатываемой поверхности;
-для уменьшения смятия поверхностей заготовки при закреплении необходимо уменьшить удельное давление в местах контакта зажимного устройства с заготовкой путем рассредоточения зажимного усилия.
6.2. Классификация зажимных устройств
Закрепление заготовки производится с помощью зажимных устройств различной конструкции. Принцип действия и конструкция зажимного устройства выбирается исходя из конкретных условий выполнения операции: тип производства; тип станка; величин сил резания, действующих на заготовку и др. Надежность закрепления проверяется расчетами, выполняемыми на стадии проектирования приспособления. Методика расчетов в некоторой степени определяется применяемым зажимным устройством. В связи с этим зажимные устройства целесообразно разделить на три группы:

Рис.6.1. Схемы зажимных устройств
1.ЗУ (рис. 2.1,а), имеющее в своем составе силовой механизм (СМ) и привод (П), который обеспечивает перемещение контактного элемента (К) и создает исходное усилие Ри, преобразуемое силовым механизмом в зажимное усилие Q. Используемые в этих условиях приводы достаточно разнообразны: пневматические, гидравлические, пневмогидравлические и т.д.
2.ЗУ (рис. 2.1,б), состоящее лишь из силового механизма, который приводится в действие непосредственно рабочим, прилагающим исходное усилие Ри на плече l. Эти ЗУ иногда называют ЗУ с ручным приводом.
3.ЗУ (рис. 2.1,в), которое в своем составе не имеют силового механизма, а используемые приводы лишь условно можно назвать приводами, т.к. они не вызывают перемещений элементов ЗУ а только создают зажимное усилие Q, которое является равнодействующей равномерно распределенной нагрузки q (вакуумные, магнитные и др. устройства).
6.3. Методика расчета зажимных устройств
Методика расчета зажимных устройств включает в себя следующие этапы:
1.Определяют силы и моменты резания.
2.Составляют расчетную схему и исходное уравнение для расчета зажимного усилия Q.
3.Определяют коэффициент трения f.
4.Рассчитывают коэффициент надежности закрепления заготовки К.
5. Исходя из требуемого зажимного усилия Q, типа производства выбирают тип зажимного устройства, при этом:
5.1. Если ЗУ 1 группы, то выбирают тип силового механизма и тип привода. Основной характеристикой силового механизма является коэффициент его усиления i = Q / Pи. По величине коэффициента усиления i, определенной исходя из конструкции силового механизма, вычисляют исходное зажимаемое усилие Ри и по нему выбирают и рассчитывают привод;
5.2. Если ЗУ 2 группы, то по зажимному усилию Q выбирают тип силового механизма, имея в виду что рабочий может приложить лишь вполне определенное усилие Ри;
5.3. Если ЗУ 3 группы, то по зажимному усилию Q и площади заготовки S, определяют удельное усилие q привода, по которому подбирают или проектируют магнитное, вакуумное или т.п. зажимное устройство.
6.3.1.Определение сил и моментов резания
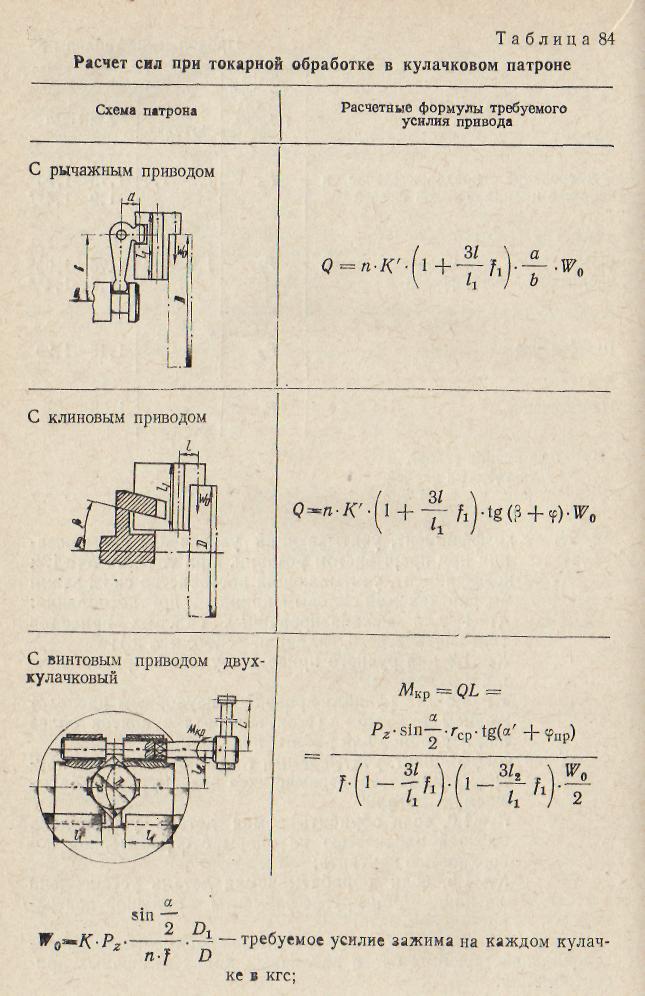
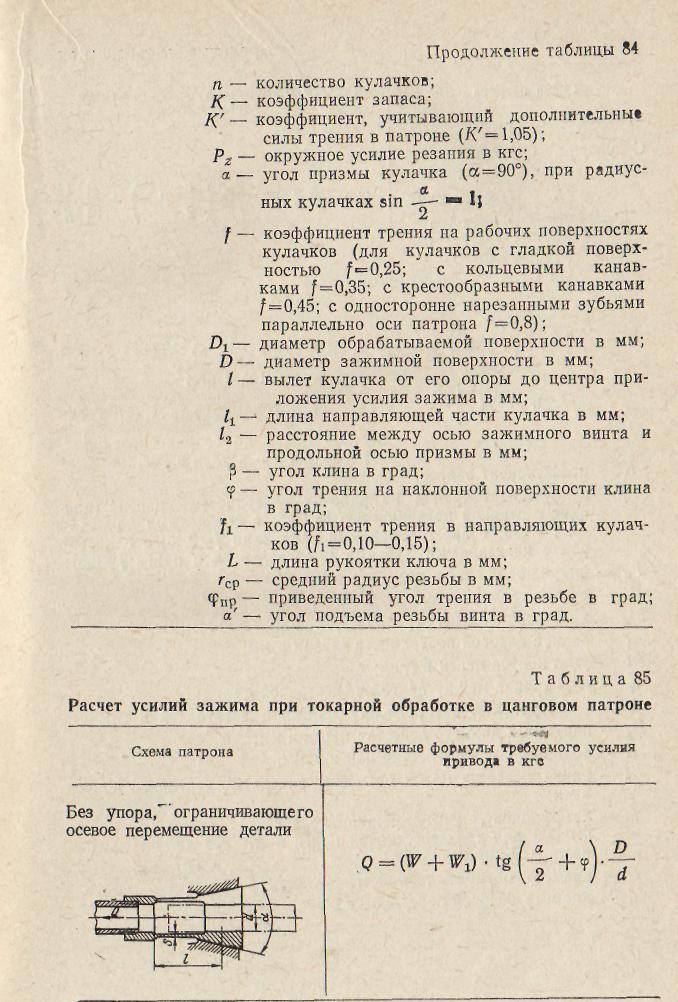
Действующие на заготовку силы и моменты резания можно рассчитать по формулам, приводимым в справочниках и нормативах по режимам резания применительно к определенному виду обработки.
6.3.2. Составление расчетной схемы и исходного уравнения для расчета зажимного усилия
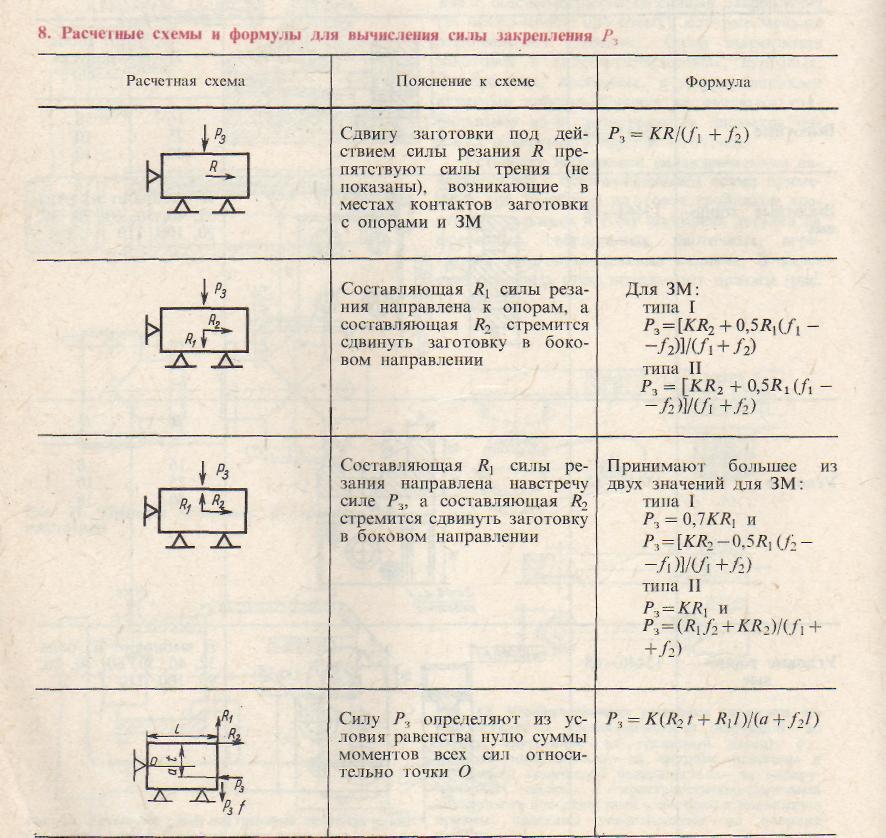
Величину необходимого зажимного усилия определяют на основе решения задачи статики, рассматривая равновесие заготовки под действием приложенных к ней сил. Для этого необходимо составить расчетную схему, т.е. изобразить на схеме базирования заготовки все действующие на нее силы: силы и моменты резания, зажимные усилия, реакции опор и силы трения в местах контакта заготовки с опорными элементами и зажимными устройствами. Расчетную схему следует составлять для наиболее неблагоприятного местоположения режущего инструмента по длине обрабатываемой поверхности.
По расчетной схеме необходимо установить направления возможного перемещения или поворота заготовки под действием сил и моментов резания, определить величину проекции всех сил на направление перемещения и составить уравнения сил и моментов.
Т.к. в производственных условиях могут иметь место отступления от тех условий, применительно к которым рассчитывались по нормативам силы и моменты резания, возможное увеличение их следует учесть путем введения коэффициента надежности закрепления К и умножения на него сил и моментов резания, входящих в составленное уравнение статики.
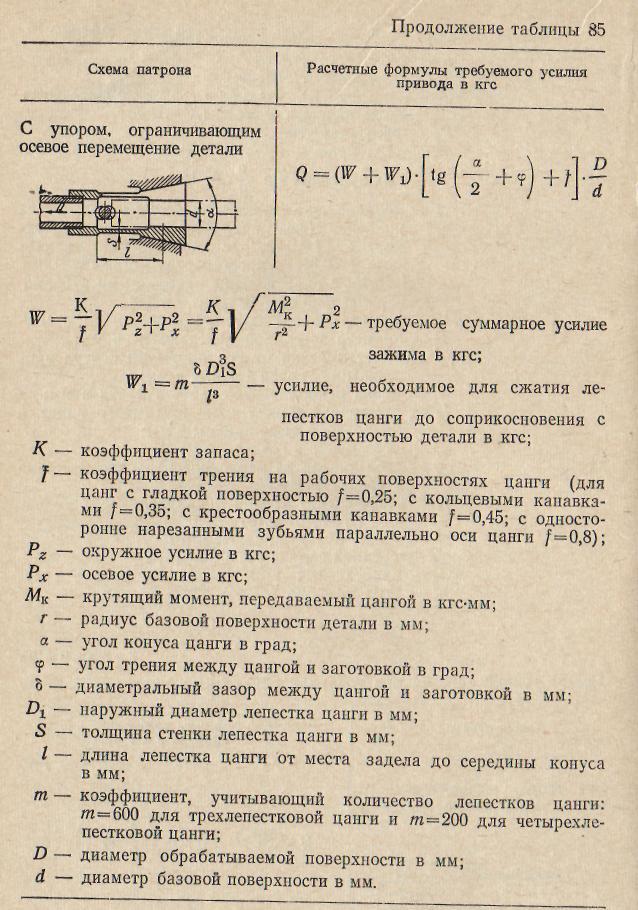
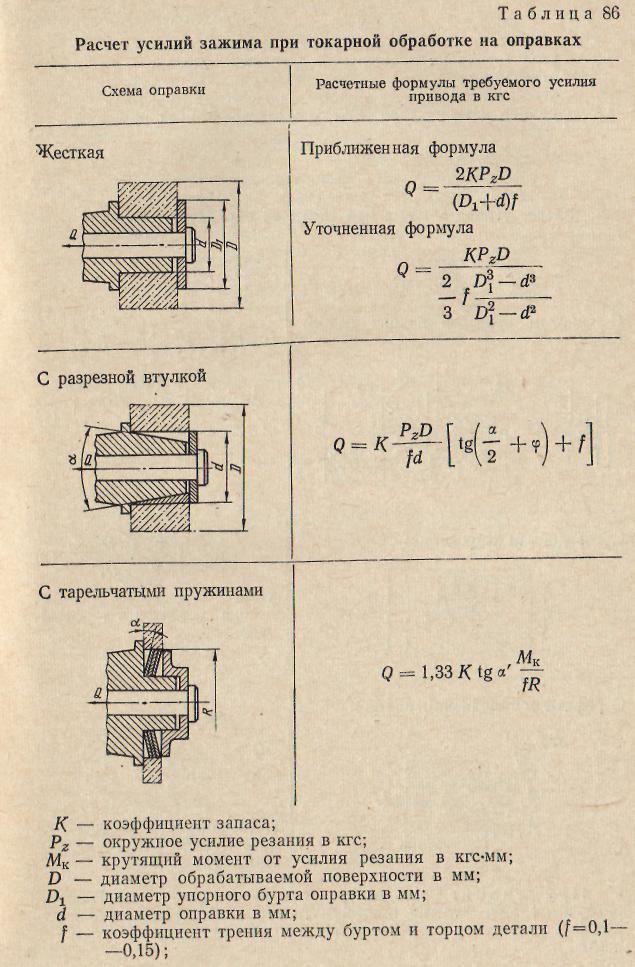
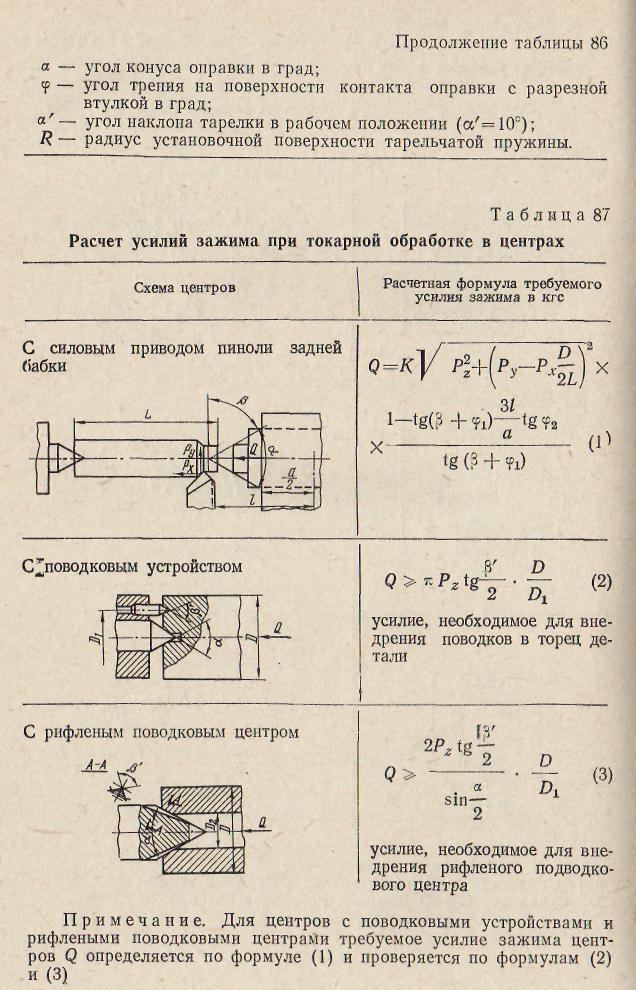
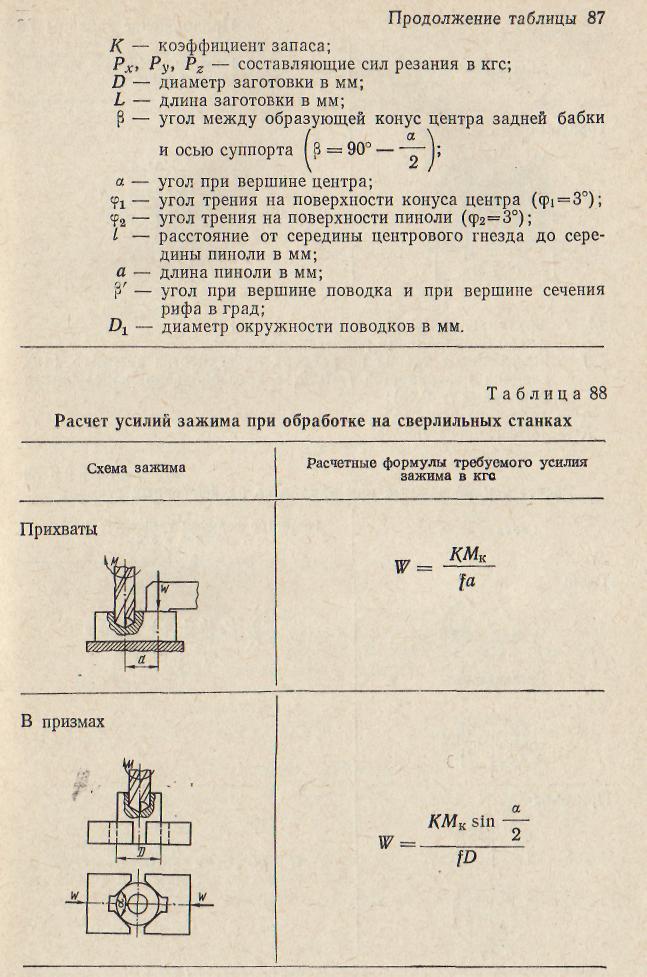
На основании решения уравнений статики получают формулы для расчета зажимного усилия Q, обеспечивающего надежное закрепление заготовки.
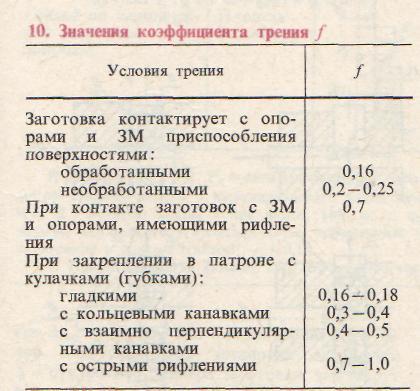
6.3.3. Выбор величины коэффициента трения f
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными элементами, а также в местах контакта зажимных устройств с поверхностью заготовки. В ряде случаев в приспособлениях преднамеренно выполняется насечка различной формы и направления. При закреплении зубцы насечки вдавливаются в тело обрабатываемой заготовки. Возникающие на таких поверхностях силы, препятствуют повороту или перемещению заготовки. Значение коэффициента трения приведены в табл.6.1
Таблица 6.1 Значения коэффициентов трения f
| Характеристики контактируемых поверхностей |




 3. Заготовка базируется на установочных элементах и прижимается к ним силой Q, а сила резания Р действует перпендикулярно к ней (рис. в), то есть стремится сдвинуть заготовку с установочных элементов. Силу резания уравновешивает сила трения Fтp, создаваемая силой Q. По закону Амонтона-Кулона, сила трения прямо пропорциональна силе нормального давления
3. Заготовка базируется на установочных элементах и прижимается к ним силой Q, а сила резания Р действует перпендикулярно к ней (рис. в), то есть стремится сдвинуть заготовку с установочных элементов. Силу резания уравновешивает сила трения Fтp, создаваемая силой Q. По закону Амонтона-Кулона, сила трения прямо пропорциональна силе нормального давления


