Основным природным источником ароматических углеводородов является нефть и каменный уголь.
В промышленности
1.При коксовании (сухая перегонка) каменного угля образуется каменноугольная смола, из которой выделяют бензол, толуол, ксилолы, нафталин и многие другие органические соединения.
2.Ароматизация нефти
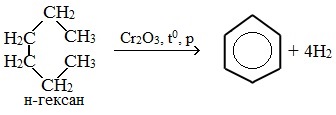
а) дегидроциклизация (дегидрирование и циклизация) алканов в присутствии катализатора (с числом атомов углерода больше 6):
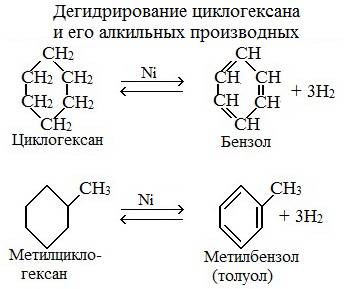
б) дегидрирование циклоалканов и его гомологов:
При пропускании ацетилена над активированным углем образуется бензол (реакция Зелинского):

В лаборатории
1.Декарбоксилирование солей бензойной кислоты (сплавление солей бензойной кислоты с твердой щелочью)
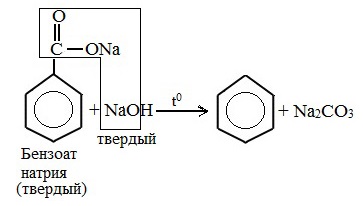
Соли бензойной кислоты называются бензоаты.
2.Гомологи бензола получают из галогенпроизводных (реакция Вюрца- Фиттига)

Реакции получения аренов указывают на взаимосвязь между различными группами углеводородов и на взаимное превращение их друг в друга.
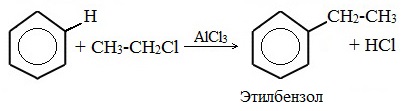
3.Алкилирование бензола (получение гомологов бензола)
Гомологи бензола получают его взаимодействием с галогеналканами или алкенами в присутствии безводного хлорида алюминия (реакция Фриделя-Крафтса):
При дегидрировании этилбензола образуется производное бензола с непредельной боковой цепью – винилбензол (стирол) C6H5-CН=СН2 (исходное вещество для получения ценного полимера полистирола).
Бензол
Бензол (C6H6, PhH) — органическое химическое соединение, бесцветная жидкость с приятным сладковатым запахом.
Бензол (C6H6, PhH) — органическое химическое соединение, бесцветная жидкость с приятным сладковатым запахом. Простейший ароматический углеводород. Бензол входит в состав бензина, широко применяется в промышленности, является исходным сырьём для производства лекарств, различных пластмасс, синтетической резины, красителей. Хотя бензол входит в состав сырой нефти, в промышленных масштабах он синтезируется из других её компонентов. Токсичен, канцерогенен.
Бензол по составу относится к ненасыщенным углеводородам (гомологический ряд CnH2n-6), но в отличие от углеводородов ряда этилена C2H4 проявляет свойства, присущие ненасыщенным углеводородам (для них характерны реакции присоединения) только при жёстких условиях, а вот к реакциям замещения бензол более склонен. Такое «поведение» бензола объясняется его особым строением: нахождением всех связей и молекул на одной плоскости и наличием в структуре сопряжённого 6π-электронного облака. Современное представление об электронной природе связей в бензоле основывается на гипотезе Лайнуса Полинга, который предложил изображать молекулу бензола в виде шестиугольника с вписанной окружностью, подчёркивая тем самым отсутствие фиксированных двойных связей и наличие единого электронного облака, охватывающего все 6 атомов углерода цикла.
На сегодняшний день существует три принципиально различных способа производства бензола.
Коксование каменного угля. Этот процесс исторически был первым и служил основным источником бензола до Второй мировой войны. В настоящее время доля бензола, получаемого этим способом, составляет менее 1 %. Следует добавить, что бензол, получаемый из каменноугольной смолы, содержит значительное количество тиофена, что делает такой бензол сырьем, непригодным для ряда технологичных процессов.
Каталитический риформинг (аромаизинг) бензиновых фракций нефти. Этот процесс является основным источником бензола в США. В Западной Европе, России и Японии этим способом получают 40-60 % от общего количества вещества. В данном процессе кроме бензола образуются толуол и ксилолы. Ввиду того, что толуол образуется в количествах, превышающих спрос на него, его также частично перерабатывают в:
- бензол — методом гидродеалкилирования;
- смесь бензола и ксилолов — методом диспропорционирования;
Пиролиз бензиновых и более тяжелых нефтяных фракций. До 50 % бензола производится этим методом. Наряду с бензолом образуются толуол и ксилолы. В некоторых случаях всю эту фракцию направляют на стадию деалкилирования, где и толуол, и ксилолы превращаются в бензол.
Бензол входит в десятку важнейших веществ химической промышленности. Большую часть получаемого бензола используют для синтеза других продуктов:
- около 50 % бензола превращают в этилбензол (алкилирование бензола этиленом);
- около 25 % бензола превращают в кумол (алкилирование бензола пропиленом);
- приблизительно 10-15 % бензола гидрируют в циклогексан;
- около 10 % бензола расходуется на производство нитробензола;
- 2-3 % бензола превращают в линейные алкилбензолы;
- приблизительно 1 % бензола используется для синтеза хлорбензола.
В существенно меньших количествах бензол используется для синтеза некоторых других соединений. Изредка и в крайних случаях, ввиду высокой токсичности, бензол используется в качестве растворителя. Кроме того, бензол входит в состав бензина. Ввиду высокой токсичности его содержание новыми стандартами ограничено введением до 1 %.
1.1 Пути использования продуктов переработки сырого бензола
Основными областями применения чистого бензола, является синтез этилбензола для производства синтетического каучука и пластмасс. Синтез фенола через хлорбензол, бензосульфакислота или изопропилбензол (кумол).
Фенол является исходным сырьем для производства пластмасс, а также в некоторых случаях капролоктама — исходного вещества для получения капронового волокна, т.о., бензол является исходным продуктом для получения синтетического волокна, а также нитробензола и анилина — исходных продуктов для производства красителей.
Толуол, применяется в основном для производства тринитротолуола, а также в качестве добавки к мототопливам, в ряде случаев толуол, находит применение как растворитель и при производстве фармацевтических препаратов.
Ксилол, обычно применяется в виде смеси трех изомеров и этилбензола, в качестве растворителя. Отдельные изомеры применяются для производства фталевого ангидрида, изофталевой и терефталевой кислот.
Триметил бензол производят обычно в виде смеси, всех изомеров — сольвента.
В последние время сравнительно применяют бензольные углеводороды, в производстве красителей, и в фармацевтике.
Среди непредельных соединений сырого бензола, технически ценным является только высококипящие — стирол, инден и кумарон с гомологами. Они служат сырьем для производства полимеров, так называемых инден-кумароновых смол. Последнее находят довольно широкое применение — для производства ленолиума, типографических красок, пластмасс и главным образом для изготовления облицовочных материалов.
Весьма расширенное применение, находит циклопентадиен, в производстве ядохимикатов, для борьбы с вредителями в сельском хозяйстве.
1.2 Общие принципы переработки сырого бензола
Основная цель переработки сырого бензола — выделение важнейших ароматических соединений, возможно более чистом виде, с наименьшими потерями и получение наряду с этих полезных для народного хозяйства., продуктов и ароматических примесей. Выделение чистых продуктов из сырого бензола осуществляется методом ректификации.
Процесс ректификации сырого бензола осуществляется в колоннах барботажного типа, имеющих внутри колпачковые или ситчатые ректификационные тарелки, на которых осуществляется противоточное взаимодействия потоков пара и жидкости.
В результате многократно чередующих процессов частичного испарения остатка и частичной конденсации паров в колонне, достигается практически полное выделение легкокипящего компонента в паровую фазу и отделение от него, высококипящих компонентов, остатка, который выводится снизу колонны. Основным достижением требуемой степени разделения компонентов в колонне, является подвод тепла вниз колонны и подача холодного агента, на орошение верха колонны.
Орошение ректификационных колонн, может осуществляться двумя способами:
— флегмой — продуктом частичной конденсации паров, выходящих из колонны в аппарате, так называемом дефлегматором;
— рефлюксом — продуктом полной конденсации паров в конденсаторе-холодильнике.
Отбор головной (сероуглеродной) фракции и бензола, производится без острого пара, так как необходимая температура может быть достигнута при обогреве колонн, глухим паром. Толуол и все последующие продукты, отбираются с применением острого пара. Для редистилляции второго бензола используют острый пар и вакуум.
1.3 Состав сырого бензола
Сырой бензол представляет собой смесь большого количества разнообразных химических соединений. Основная масса его компонентов выкипает до 180º. Выше этой температуры кипят содержащиеся в сыром бензоле компоненты поглотительного масла, называемые сольвент-нафтой, и некоторые непредельные соединения. Обычно все расчеты при определении содержания отдельных компонентов в сыром бензоле и их выходов в процессе переработки производится на отгон до 180º.
Наиболее важные по ценности компоненты — бензол и его гомологи, а также некоторые виды непредельных соединений.
Бензол (С6Н6) — первый член гомологического ряда бензольных углеводородов (СnH2n-6),является основным компонентом сырого бензола, содержание которого достигает 55-80%. Температура кипения бензола 80,1 ºC. Ценность бензола определяется тем, что он является основным исходным материалом для органического синтеза пластических масс и других высококачественных продуктов.
Толуол (С6Н5СН3) — следующий за бензолом по своему содержанию компонент сырого бензола. Температура кипения толуола 110,6 ºC. Содержание толуола в сыром бензоле зависит от условий коксования и составляет 10-15%.
Ксилол, производимый в ректификационных цехах, является смесью трех изомеров орто-, мета-, и параксилола (С6Н5(СН3)2) и этилбензола (С6Н5С2Н5). Температура кипения о-ксилола 144,4 ºC; м-ксилола 139,1 ºC и n-ксилола 138,4 ºC. Содержание ксилолов в сыром бензоле составляет 4-7%.
Триметилбензолы (С6Н3(СН3)3) кипят в интервале температур 164-180 ºC и обычно выходят из ректификационных цехов в смеси с ксилолами, этилтолуолами, пропилбензолом под названием сольвентов. Триметилбенщолы в сыром бензоле представлены — псевдокумолом, с температурой кипения 169,35 ºC, мезитиленом с температурой кипения 164,7 ºC и гемимелитолом с температурой кипения 176,08 ºC. Содержание триметилбензолов в сыром бензоле незначительно (0.3-0,7%).
Все бензольные углеводороды в чистом виде представляют собой легкокипящие, бесцветные, прозрачные жидкости, легче воды (плотность при 20ºC равна 0,86-0,880 г/см3), не смешиваются с водой и хорошо от нее отстаиваются.
Все бензольные углеводороды чрезвычайно горючи, легко воспламеняются, а их пары с воздухом образуют взрывоопасные смеси. Это требует большой осторожности и определенных мер безопасности при работе с ними.
На переработку сырого бензола больше всего влияет температура кипения. Благодаря значительному различию температуры кипения бензола, толуола, ксилолов и триметилбензолов, разделение их процессов ректификации не представляет особой сложности.
Разность температур кипения соседних пар при давлении 101,3 кПа (760 мм рт.ст) составляет, ºC:
Разность температур кипения изомеров ксилола очень невелика и разделение их посредством ректификации сложно. Поэтому изомеры ксилола выпускаются только в виде смеси.
Непредельные соединения, содержащиеся в сыром бензоле, являются в основном циклическими углеводородами с боковой цепью и без нее, с одной или двумя двойными связями. Для них характерны процессы полимеризации и осмоления, в противоположность весьма устойчивым бензольным углеводородам. Полимеризуясь, непредельные углеводороды образуют смолистые вещества, растворяющиеся в бензольных углеводородах и придающие им желтую окраску различной интенсивности и снижают качества чистых продуктов. Содержание непредельных соединений в сыром бензоле зависит, главным образом, от температуры коксования. С повышением температуры коксования содержание непредельных углеводородов снижается, их состав изменяется в сторону увеличения выхода низкокипящих соединений.
Непредельные соединения распределены между фракциями сырого бензола неравномерно. Наиболее богаты непредельными углеводородами низкокипящие компоненты (до 70 ºC), называемые головной или сероуглеродной фракцией. Высококипящая фракция (выше 145 ºC) называется тяжелым бензолом.
В промышленности для переработки сырого бензола используют два процесса:
— ректификации — разделение смеси в следствии разности температур кипения и ее компонентов;
— очистки — выделение непредельных и сернистых соединений.
2 Специальная часть
2.1 Существующие способы очистки сырого бензола от сернистых и непредельных соединений
Для очистки сырого бензола и его фракций от непредельных и сернистых соединений в промышленности получили применение: сернокислотная очистка и каталитическая гидроочистка.
Для глубокой очистки бензола от примесей насыщенных соединений большее значение приобретает процесс экстрактивной ректификации, который сочетается как методом среднетемпературной гидроочистки, так и с методом сернокислотной очистки. Для глубокой очистки бензола также могут использоваться: очистка хлористым алюминием, хлором, гипохлоритом и фтористым водородом; электролитическая и парофазная очистка с различными активированными контактами; очистка солями ртути и д.р. Однако эти методы пока не получили промышленного применения.
В СССР для очистки коксохимического сырого бензола широко используется метод сернокислотной очистки, обеспечивающий получение продукции высокого качества, отвечающей современным требованиям.
В настоящее время сернокислотная метод очистки применяется в двух вариантах — для очистки фракций БТК и при получении бензола для синтеза.
Очистка фракций БТК. Состав фракций БТК определяется главным образом условиями разделения сырого бензола, выкипающего до 180ºC (на первый и второй), производимого в бензольных отделениях цеха улавливания.
В цехах ректификации, работающих по схеме полунеприрывной или непрерывной ректификации фракции БТК получают, в результате ректификации первого сырого бензола после отбора сероуглеродной фракции. К ней примешивают отгон до 145-150ºC, полученный при редистилляции второго бензола, содержащего толуол, ксилол и высококипящие непредельные соединения — стирол, инден и д.р. Средний состав фракции БТК для заводов Юга (1) и Востока (2) примерно следующий, %:
— Тиофен 1,18-1,35 0,20-0,25
— Бензол 77,50-79,14 82,65-83,30
— Толуол 13,10-14,12 10,9-11,20
— Ксилол 4,12-4,90 3,75-3,90
— Стирол 1,10-1,28 0,88-0,95
— Инден 0,55-0,70 0,25-0,35
— прочие примеси 0,44-0,50 0,69-0,70
Сернокислотный метод очистки фракции БТК состоит в обработке фракции концентрированной серной кислотой (93,0-93,5) с последующей нейтрализацией мытого продукта раствором щелочи (12-15%). Серная кислота в этом процессе является катализатором. Процесс очистки осуществляется в аппаратах периодического или непрерывного действия. При этом удаляются также содержащиеся в сыром бензоле пиридиновые основания, которые связываются с серной кислотой в сульфат пиридина. При последующей нейтрализации мытого продукта щелочью из него удаляются также и фенолы в виде фенолятов натрия.
При взаимодействии фракций БТК с концентрированной серной кислотой протекают несколько параллельных процессов.
— катализируемая кислотой реакция полимеризации непредельных соединений. Под влиянием концентрированной серной кислоты многие непредельные углеводороды фракции БТК легко полимеризуются с образованием полимеров различной степени сложности (димеров, триммеров и т.п.). При этом серная кислота выделяется в свободном виде.
Продукты менее глубокой полимеризации (димеры, триммеры), растворяются в очищаемом продукте и выделяются при ректификации в виде кубовых остатков, а продукты более глубокой полимеризации образуют полимеры, которые выпадают в виде кислой смолки, состоящей из полимеров, серной кислоты и чистых продуктов.
Различные непредельные соединения полимеризуются по-разному. Легкокипящие непредельные соединения (циклопентадиен и др.) полимеризуются очень с большим выделением тепла. Продуктом их полимеризации являются густые и вязкие смолы очень сложного строения.
Высококипящие непредельные соединения (стирол, кумарон и инден) в процессе полимеризации не образуют кислой смолки. Образующиеся полимеры растворяются в чистых продуктах и выделяются в виде кубовых остатков в процессе ректификации.
— реакция сульфирования тиофена и его гомологов с образованием сульфокислоты тиофена, растворимой в воде и кислоте. Реакция сульфирования тиофена протекает очень медленно и для ее ускорения требуется применение серной кислоты высокой концентрации. Метилтиофены сульфируются 93,5%-ной серной кислотой легче тиофена, и удаляются из фракции БТК без затруднения.
Реакция сульфирования подвергаются все бензольные углеводороды. Толуол и ксилол сульфируются легче бензола. С повышением температуры эти процессы усиливаются. За исключением реакции сульфирования тиофена, эти реакции являются нежелательными. Они приводят к образованию кислой смолки, снижают качество, уменьшают выход регенерированной серной кислоты, увеличивают потери чистых продуктов.
— катализируемое серной кислотой алкилирование тиофена непредельными соединениями. В присутствии 93-%ной серной кислоты тиофен с высокой скоростью может алкилироваться непредельными углеводородами разных классов, содержащихся во фракции БТК или добавленных в последнюю при очистке.
2.2 Обоснование выбора технологической схемы для очистки сырого бензола
Наиболее перспективным методом очистки бензола является каталитическая гидроочистка, позволяющая на ряду с глубокой очисткой от сернистых и непредельных соединений, достичь глубокого удаления насыщенных углеводородов.
Сущность процесса каталитической гидроочистки заключается в обработке паров фракции сырого бензола водородом или водородосодержащим газом над катализатором при соответствующих температур, давления и объемной скорости сырья с получением бензола и его гомологов и полного гидрирования содержащихся примесей.
Схема процесса каталитической гидроочистки, состоит из 4-х стадий:
— подогрев и испарение сырья (фракции БТК);
— отделение газа и подготовка полученного рафината;
— ректификация рафината с получением конечных продуктов.
При гидрировании под давлением, процесс осуществляется в газовой фазе над катализатором, поэтому необходимо полностью перевести очищаемые продукты в парообразное состояние и отделить их от неиспаряемого остатка. Полученные пары фракции смешиваются с чистым водородом или с коксовым газом (около 57-60% водорода) и подвергаются каталитической гидроочистки.
При получение бензола высокой степени чистоты определяющими, является реакции гидрообессеривание, особенно гидрогенолиз (разрушение) наиболее термически стабильного соединения тиофена. В промышленности широко распространен алюмокобальтмолибденовый катализатор.
Основными факторами, определяющими процесс, является тип катализатора, температура, давление водорода и объемная скорость сырья.
Важной особенностью каталитических методов, является исключение образования неутилизирующих отходов производства и следовательно, повышение выходов и чистоты товарных продуктов.
Химизм процесса гидроочистки заключается в том, что серосодержащие примеси гидрируется с образованием соответствующих углеводородов и сероводорода. Из всех сернистых соединений, содержащихся в сыром бензоле, наиболее устойчивым при гидрировании, а также при термической обработке является тиофен, который не разлагается даже при 800ºC. Однако в присутствии водорода и соответствующих катализаторов, при наличии необходимого давления разложения тиофена происходит сравнительно полно.
Азотосодержащие вещества при гидрировании дают аммиак и углеводороды, кислородосодержащие соединения — воду и углеводороды.
Процесс каталитической гидроочистки может осуществляться по среднетемпературной схеме и по схеме высокотемпературной очистки.
2.3 Описание технологической схемы выбранной для проекта
Фракция БТКС, насосом высокого давления подается на испарительную установку, представляющую собой систему каскадов, в которых последовательно происходит повышение температуры и испарение фракции. Испарение фракции производится непосредственно в поток циркуляционного газа при большей скорости последнего, чтобы предупредить отложение полимеров на поверхности греющей аппаратуры.
После последней секции каскада производится выпуск полимеров в виде 12-15%-ного раствора неиспарившейся фракции БТКС. Раствор полимеров перегоняется для получения дистиллята, который передается в исходную фракцию. Побочным продуктом является полимерная смола.
Температура парогазовой смеси после испарения 170-190ºC и давление 4,0-4,5 МПа (40-45 атм.). после каскада парогазовая смесь направляется в теплообменник, где нагревается циркуляционным газом до 200-230ºC и поступает в форконтактный аппарат. В последнем в присутствии алюмомолибденокобальтового катализатора осуществляется гидростабилизация (форконтактная очистка), при которой протекает процессы насыщения нестабильных непредельных соединений (стирола, индена и др.) в устойчивые насыщенные соединения, гидрогенолиз сероуглерода с образованием метана и сероводорода. В форконтактном аппарате происходит повышение температуры на 15-20ºC за счет экзотермичных реакций гидрирования непредельных соединений.
Гидрогенолиз тиофена, а также гидрирование ароматических углеводородов при температурах форгидрирования не происходит.
Из форконтактного аппарата, парогазовая смесь поступает в трубчатую печь, где нагревается до 340-360ºC. Обогрев печи производят коксовым газом. Из печи парогазовая смесь поступает в реакторный блок, состоящий из 2-х реакторов (контактных аппаратов), имеющих алюмомолибденокобальтовый катализатор. В первом происходит гидрогенолиз (разрушение) основной массы тиофена и в незначительной степени гидрируются ароматические углеводороды. Температура повышается на 15ºC. После первого реактора в систему вводится свежий коксовый газ с температурой 200-220ºC, что позволяет на 15-20ºC повысить температуру перед вторым реактором. Коксовый газ предварительно очищается от сероводорода, оксидов азота и осушается. Газ также освобождается от бензольных углеводородов и легких компонентов головной фракции.
Во втором реакторе происходит гидрогенолиз оставшегося тиофена, в незначительной степени гидрирование бензольных углеводородов. А также гидрирование компонентов введенного коксового газа. Благодаря экзотермичности реакций температура поднимается на 15-20ºC. Повышение температуры в пределах 340-400ºC приводит к более глубокому гидрогенолизу тиофена и одновременному росту содержания насыщенных соединений (циклогексана и метилциклогексана), в результате развития процессов гидрирования.
Снижение активности катализатора производится по содержанию тиофена в рафинате. При содержание водорода в коксовом газе 58-60% содержание его в циркулирующим газе обычно поддерживают на уровне 48-50%.
В первом реакторе гидрогенолизу обычно подвергается 97-98% исходного тиофена, во втором достигается необходимая степень очистки.
При содержание тиофена в исходном сырье 1,0-1,4% после второго реактора оно составляет до 0,0004-0,0006%, содержание n-гептана сохраняется на том же уровне, что и в сырье, а содержание циклогексана и метилциклогексана возрастает.
После второго ректора парогазовая смесь с температурой 360-370ºC поступает в теплообменник, отдает тепло циркулирующему газу и охлаждается до 240-250ºC. С этой температурой она поступает в теплообменники каскадов испарителя, где охлаждается до 120-130ºC, отдавая тепло фракции БТКС.
После теплообменников каскада испарения парогазовая смесь поступает в холодильник, охлаждается до 25-35ºC и поступает в сепаратор высокого давления. В последнем при давлении 3,3-3,6 МПа (33-83 атм.) происходит выделение циркуляционного газа, а конденсат с растворенными газами поступает в сепаратор низкого давления (0,2-0,3 МПа или 2-3 атм.). Рафинат поступает в подогреватель и стабилизационную колонну, в которой происходит выделение остаточного количества газов, а также сероводорода и аммиака.
Рафинат после стабилизационной колонны, поступает в холодильник и попадает в промыватели щелочи, и затем в хранилище, откуда направляется на ректификацию. Циркуляционный газ после сепаратора высокого давления, при помощи компрессора подается в систему.
Энергетические затраты процесса гидроочистки на 1 т сырья (фракции БТКС) составляют: 90-120 кВт·ч электроэнергии;
— 1,89-2,52 МДж (0,45-0,60 Мкал) — пара; 1,5
Выход рафината составляет 98% от исходного сырья.
Процесс гидроочистки отличается большим выходом и сравнительно высоким качеством продуктов, что позволяет компенсировать увеличенные капитальные затраты и расходы по переделу.
2.4 Технологический режим очистки сырого бензола
Предварительная ректификация сырого бензола для получения головной фракции и фракции БТК происходит на головной ректификационной колонне, непрерывным методом.
Массовая доля сероуглерода во фракции БТК, поступающей на химическую очистку, должно быть не более 0,003%. Начало кипения БТК должно быть не более 81-83ºC. Головная фракция набирается в мерник и по мере накопления, откачивается центробежным насосом в газопровод обратного газа.
Окончательная ректификация производится в отпарной, бензольной колоннах и колоннах кубах.
Мытые фракции БТК подается насосом в подогреватель отпарной колонны, из которого продукт в жидкопаровой фазе поступает в отпарную колонну, на тарелки.
С нижней части колонны полимеры стекают в куб отпарки.
Отпаренные бензольные углеводороды через верх отпарной колонны поступают на питательную тарелку бензолоной колонны. Из бензольной колонны, пары чистого бензола поступают в конденсатор-холодильник, после конденсации и охлаждения до 30-40ºC, чистый бензол поступает в сепаратор, затем в рефлюксный бачок, откуда часть бензола подается в виде рефлюкса на орошение колонны в соотношение 1,5:1,0 к сырью, и избыток направляется в контрольные мерки, а затем на склад.
Остаток фракции ТК из колонны поступает в холодильник «труба в трубе», охлаждается и самотеком идет в промежуточные хранилища. Из промежуточных хранилищ, фракции ТК насосом загружается в куб периодического действия, где получается чистые продукты:
— и промежуточные фракции.
Чистые продукты после анализа из мерников сбрасывается самотеком в хранилища склада чистых продуктов. Из хранилищ, чистые продукты насосом загружается в цистерны МПС, и отправляются потребителям, после анализа взятого из цистерн. Промежуточные сборники «БТ», «БТКС», сбрасываются в промежуточные хранилища, откуда, по мере накопления, вновь загружаются в куб для получения чистых продуктов.
2.5 Характеристика основного оборудования
Ректификационная головная колонна, диаметр — 1200мм, высота — 26430мм, тарелки — 30 штук, расстояние между тарелками 600мм.
Подогреватель колонны — поверхность нагрева 11м2.
Конденсатор-холодильник, поверхность охлаждения 220м2.
Сепаратор объемом — 1,8м3.
Насосы для подачи сырья и рефлюеса на колонну типа ЛК 5-15, производительностью 13м3/ч, высота напора 60м.
Холодильник БТК площадью охлаждения 30м2.
Отпарная колонна диаметром 1400мм, высотой 18524мм, тарелки типа ТСК-Р в количестве 18 штук, расстояние между тарелками 600мм.
Выносной подогреватель с поверхностью нагрева 30м2.
Куб отпарки бензола, емкостью 6м3 с подогревателем.
Центробежные насосы К 5-15.
Хранилища для мытой фракции «БТКС» диаметр — 5700мм, высота — 4100мм, объем — 100м3.
Колонна чистого бензола, диаметром — 1400мм, высота — 26430мм, тарелок — 30 штук, расстояние между тарелками 600мм.
Конденсатор-холодильник с поверхностью охлаждения — 220м2.
Сепаратор объемом — 3м3.
Холодильник «труба в трубе» — 3 секции.
Рефлюксный бачок объемом — 0,28м3.
Рефлюксные насосы типа ЛК-5-15.
Подогреватель с поверхностью нагрева — 23м3.
Мерники для чистого бензола, объемом — 5,5м3.
Агрегаты периодического действия.
Куб для разгонки чистых продуктов диаметром — 3400мм, длиной -14200мм.
Колонна куба диаметром — 1800мм, высотой — 25400мм, тарелок 30 штук.
Конденсатор-холодильник с поверхностью охлаждения — 220м2.
Сепаратор объемом — 3м3.
Мерники объемом — 5,5м3 (каждый).
Рефлюксные насосы типа ЛК-5-15.
Основными аппаратами для ректификации сырого бензола и его фракций, является ректификационные колонны непрерывного и периодического действия, изготовленные из углеродистой стали. Колонны оснащены ректификационными колпачковыми тарелками типа ТСТ (с туннельными колпачками), типа ТСК-Р (с капсульными колпачками), и с ситчатыми тарелками. Число тарелок в ректификационных колоннах составляет 30-35 штук, в отпарной колонне 15-18 штук. Диаметр определяется ее производительностью и колеблется в пределах 1-2м. высота колонны может быть 15,5-30,0м. Для нагрева продукта в нижней части колонны применяют подогреватели: кожухотрубные выносные и U-образными трубками. Для охлаждения жидкого остатка ректификационной колонне применяют холодильники «труба в трубе», обеспечивающие требуемое охлаждение.
Процесс ректификации сырого бензола осуществляется в колоннах, имеющих внутри, колпачковые или ситчатые ректификационные тарелки, на которой достигается противоточное взаимодействие потоков пара и жидкости. В результате многократно чередующихся процессов, частичного испарения остатка и частичной конденсации паров в колонне достигается практически полное выделение легкокипящего компонента в паровую фазу и отделение от него высококипящих компонентов — остатка, который выводится снизу колонны. Основным условием достижения требуемой степени разделения компонентов в колонне, является подвод тепла вниз колонны и подача холодного орошения наверх колонны.
Орошение ректификационных колонн, может осуществляться двумя способами:
— флегмой — продуктами частичной конденсации паров, выходящих из колонны в аппарате, называемом дефлегматором;
— рефлюксом — продуктом полной конденсации паров в кондесаторе-холодильнике.
Интенсивность орошения колонны характеризуется отношением количества рефлюкса к количеству дистиллята, которое называется рефлюксным числом. Изменение рефлюксного числа достигается изменением количества отбираемого дистиллята.
Для нагрева сырья и испарение легкокипящего компонента, нагрева и испарения рефлюкса, в нижнюю часть колонны подается глухой пар в выносные подогреватели. Предусмотрена подача острого пара. Степень разделения компонентов в колонне зависит от режима работы ректификационного агрегата и определяется температурами внизу и вверху колонны.
Температура внизу колонны характеризует полноту выделения легкокипящего компонента и должна соответствовать температуре кипения остатка, она регулируется количеством подаваемого в колонну глухого или острого пара. Чистота дистиллята регулируется изменением подачи рефлюкса на орошение и контролируется температурой верха колонны, которая должна соответствовать температуре кипения дистиллята.
Отбор остатка регулируется обычно так, чтобы уровень жидкости в кубе был постоянным. Если в следствии увеличения подачи смеси или увеличение в ней высококипящего компонента, уровень жидкости в кубе повышается, следует увеличить отбор остатка. В колоннах непрерывного действия применяют автоматическое регулирование, например: отбор дистиллята управляется регулятором температуры верхней части колонны; подача пара управляется регулятором температуры нижней части колонны; отбор остатка управляется регулятором уровнем жидкости в кубе. При периодической ректификации регулирования процесса производят путем увеличение флегмового числа с таким расчетом, чтобы состав дистиллята не изменяется. При этом по мере протекания процесса понижается скорость перегонки, т.е. уменьшается количество отбираемого дистиллята.
Коксование каменного угля получение бензола уравнение
К 2010 г. объем потребления бензола возрастет на 332 тыс. т по сравнению с уровнем 2005 г. Особенностью ближайших двух-трех лет будет увеличение доли каменноугольного бензола, в первую очередь сырого, в структуре сырья предприятий, не имеющих собственного его производства. Дополнительные потребности в бензоле будут закрываться за счет каменноугольного сырья и нефтехимические предприятия.

Технология производства бензола и сферы его использования

Бензол (C6H6, PhH) — ароматический углеводород. Входит в состав бензина, широко применяется в промышленности, является исходным сырьём для производства лекарств, различных пластмасс, синтетической резины, красителей. Бензол – один из наиболее распространенных химических продуктов и самое распространенное ароматическое соединение. В физическом весе пластмасс около 30%, в каучуках и резинах – 66%, в синтетических волокнах – до 80% приходится на ароматические углеводороды, родоначальником которых является бензол.
Бензол входит в состав сырой нефти, но в промышленных масштабах по большей части синтезируется из других её компонентов.
Свойства продукта и технические характеристики
Бензол — бесцветная жидкость со своеобразным нерезким запахом. Температура плавления — 5,5 °C, температура кипения — 80,1 °C, плотность — 0.879 г/см³, молекулярная масса — 78,11г/моль. С воздухом образует взрывоопасные смеси, хорошо смешивается с эфирами, бензином и другими органическими растворителями, с водой образует смесь с температурой кипения 69,25 °C. Растворимость в воде 1.79 г/л (при 25°C). Токсичен, опасен для окружающей среды, огнеопасен.
Бензол по составу относится к ненасыщенным углеводородам (гомологический ряд CnH2n-6), но в отличие от углеводородов ряда этилена C2H4, при жёстких условиях проявляет свойства присущие насыщенным углеводородам, более склонен к реакциям замещения. Свойства бензола объясняются наличием в его структуре сопряжённого π-электронного облака.
Транспортировку бензола осуществляют в железнодорожных цистернах и автоцистернах, на баржах и в металлических бочках. Перекачивание из одного сосуда в другой происходит в закрытой системе, так как бензол ядовит.
В зависимости от технологии производства получают различные марки бензола. Бензол нефтяной получают в процессе каталитического риформинга бензиновых фракций, каталитического гидродеалкилирования толуола и ксилола, а также при пиролизе нефтяного сырья.
В зависимости от технологии производства и назначения установлены следующие марки нефтяного бензола: высшей очистки, очищенный и для синтеза. Нормы для марок регламентированы ГОСТ 9572-93.
ГОСТ 8448-61 распространяется на каменноугольный и сланцевый бензол, получаемый в процессе термической переработки каменных углей и сланцев. Выпускается двух марок: для синтеза и для нитрации.
Бензол сырой каменноугольный представляет собой смесь, содержащую 81-85% бензола, 10-16% толуола, 1-4% ксилола. Содержание примесей не регламентируются.
ГОСТ 5955-75 соответствует бензолу как химическому реактиву, применяемому в лабораториях.
Ниже приведены технические характеристики марок нефтяного и каменноугольного бензола согласно вышеперечисленным ГОСТам.
Техническая характеристика марок каменноугольного бензола
Наименование нормируемых показателей
Техническая характеристика марок нефтяного бензола
Наименование показателя
Области применения бензола
Бензол – один из наиболее распространенных химических продуктов и самое распространенное ароматическое соединение. В физическом весе пластмасс около 30%, в каучуках и резинах – 66%, в синтетических волокнах – до 80% приходится на ароматические углеводороды, родоначальником которых является бензол.
Основные области применения бензола — производство этилбензола, кумола и циклогексана. На долю этих продуктов приходится около 70% мирового потребления бензола. Этилбензол является важным нефтехимическим продуктом, основной объем которого используются для производства стирола. Наиболее значимыми продуктами, в производстве которых используется фенол, является бисфенол-А и фенолформальдегидные смолы. Циклогексан используется в качестве сырья для получения капролактама, растворителя. Капролактам в свою очередь применяется для производства термопластичных смол (полиамид 6), капроновых волокон и нитей. Нитробензол является полупродуктом для получения анилина.
Бензол также используется для получения анилина, малеинового ангидрида, является сырьем для производства синтетических волокон, каучуков, пластмасс. Бензол применяется как компонент моторного топлива для повышения октанового числа, как растворитель и экстрагент в производстве лаков, красок, поверхностно-активных веществ.
Более подробно области применения бензола рассмотрены в главе 5.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
Историческая справка
Впервые бензол описал немецкий химик Иоганн Глаубер, который получил это соединение в 1649 году в результате перегонки каменноугольной смолы. Но ни названия вещество не получило, ни состав его не был известен.
Своё второе рождение бензол получил благодаря работам английского физика Майкла Фарадея, который в 1825 году выделил его из жидкого конденсата светильного газа. Великое открытие Фарадея было сделано случайно. В начале девятнадцатого века в Лондоне для уличного освещения стали использовать светильный газ, получаемый из каменноугольной смолы. Однако он имел ряд существенных недостатков: при его горении не только выделялось большое количество дыма, чем были весьма недовольны жители туманного Альбиона, но и со временем этот газ утрачивал свою горючесть, а на дне баллонов оседала неизвестная маслянистая жидкость. Этой проблемой, исключительно из практических соображений, и занялся Майкл Фарадей. Результатом множества разнообразных испытаний стала белая кристаллическая масса, получаемая вымораживанием остатка «светильного газа» при температуре 7 °С.
В 1833 году немецкий физик и химик Эйльгард Мичерлих получил бензол при сухой перегонке кальциевой соли бензойной кислоты (именно от этого и произошло название бензол).
Современное представление о свойствах и электронной природе связей в бензоле основывается на гипотезе Лайнуса Полинга, который предложил изображать молекулу бензола в виде шестиугольника с вписанной окружностью, подчёркивая тем самым отсутствие фиксированных двойных саязей и наличие единого электронного облака, охватывающего все шесть атомов углерода цикла.
В XIX веке коммерческая ценность бензола была ограниченной. Он применялся в первую очередь как растворитель. В XX столетии производители бензина обнаружили у бензола ряд свойств, позволяющих использовать его в качестве компонента автомобильного топлива (высокое октановое число). Как следствие, возник экономический стимул для более полного выделения бензола, который получали как побочный продукт при коксовании в производстве стали. Начало Второй мировой войны выявило и другие – химические – области применения бензола, в основном в производстве взрывчатых веществ. В результате, в середине XX века не только бензол коксования стал направлять в химическую промышленность (а не использоваться как компонент бензина), но и сама нефтеперерабатывающая промышленность начала производить огромное количество бензола для обеспечения потребностей химической индустрии. Так, крупнейший потребитель бензола – нефтяная индустрия – стал его главным производителем.
Постоянно возрастающие потребности нефтехимической промышленности в бензоле привели к появлению новых, усовершенствованных процессов его производства – каталитического риформинга, деалкилирования толуола, а также более нового – диспропорционирования толуола.
Случайный вклад в развитие отрасли был сделан в 1970-е годы, когда заводы по производству олефинов начали использовать тяжелый газойль как сырье и получать бензол в качестве побочного продукта.
Промышленные методы производства бензола
Производство бензола основано на переработке целого ряда сырьевых компонентов: нафты, толуола, тяжелой фракции пиролиза, смолы коксования угля, поэтому выпуск бензола ведется как на предприятиях нефтехимии, так и на металлургических заводах. В зависимости от технологии получения и назначения бензол подразделяют на бензол нефтяной и каменноугольный «высшей очистки», «для синтеза», «высшего сорта», «первого сорта», «для нитрации», «технический», «сырой».
Наиболее старый метод промышленного получения бензола — выделение его из предварительно охлажденных пирогазовых продуктов коксования каменных углей абсорбцией органическими поглотителями, например маслами каменно-угольного и нефтяного происхождения; для отделения поглотителя используют перегонку с водяным паром. От примесей (например, тиофена) сырой бензол отделяют гидроочисткой.
Основное количество бензола получают каталитическим риформингом (470-550°С) нефтяной фракции, выкипающей при 62-85°С. Бензол высокой чистоты получают экстрактивной перегонкой с диметилформамидом.
Бензол выделяют и из жидких продуктов пиролиза нефтепродуктов, образующихся в производствах этилена и пропилена. Этот способ является более выгодным экономически, поскольку в образующейся смеси продуктов на долю бензола приходится около 40% против 3% при риформинге. Однако сырьевые ресурсы для этого способа весьма ограничены, поэтому большую часть бензола производят риформингом. Доля коксохимического бензола в общем балансе невелика.
Состав смесей, образующихся в результате пиролиза и риформинга нефтяного сырья
| Состав смеси | Риформинг, % | Пиролиз, % |
| Бензол | 3 | 40 |
| Толуол | 13 | 20 |
| Ксилол | 18 | 4-5 |
| Этилбензол | 5 | 2-3 |
| Высшая ароматика | 16 | 3 |
| Неароматические соединения | 45 | 28-31 |
Источник: Евразийский химический рынок
При избытке ресурсов толуола бензол производят также деалкилированием последнего, которое проводят термическим способом при 600-820°С в присутствии водорода и водяного пара или каталитически при 227-627°С в присутствии цеолитов или оксидных катализаторов.
Получение бензола из каменноугольного сырья
Для получения кокса на металлургических предприятиях используют сухую перегонку каменного угля, который представляет собой в основном смесь полиядерных ароматических соединений с высокой молекулярной массой. В процессе сухой перегонки каменный уголь нагревают без доступа воздуха до 1200-1500ºС. Из 1 тонны угля можно получить около 680 кг кокса и 227 кг каменноугольного газа, каменноугольной смолы и каменноугольного масла. Каменноугольное масло (сырой бензол) – это смесь бензола (63%), толуола (14%) и ксилолов (7%).
Для коксохимического бензола необходима более глубокая очистка от ненасыщенных углеводородов, особенно от н-гептана и метилциклогексана. Коксохимический бензол подвергается ректификации трижды: при отборе сероуглеродной фракции, перегонке очищенной фракции БТК – получение бензола «для нитрации» — и окончательном выделении бензола после дополнительной очистки – получение бензола высших марок.
Получение бензола коксованием угля является традиционным и наиболее старым способом, однако в 1950-е годы он стал терять актуальность, так как рынок бензола стал расти существенно быстрее, чем рынок стали и проявилось производство бензола на основе переработки нефти.
Так, США — в силу особенностей природных условий быстро переориентировались на производство бензола из нефтяного сырья, как более дешевого. И когда в 1960 году в Западной Европе даже не задумывались о получении ароматических соединений из сырой нефти, в США уже 83% этих веществ получали именно из нее. К 1990 году США полностью отказались от использования каменноугольного сырья в производстве ароматики, а в Западной Европе к этому времени из нефти получали 93% бензола и его гомологов. В настоящее время в Европе существует только четыре производства бензола, работающих на каменноугольном сырье: в Германии, Польше, Чехии и Бельгии.
Производство бензола в России еще тесно связано с конъюнктурой рынка металлов, основная часть которых перерабатывается на 10 имеющихся предприятиях.
Получение бензола каталитическом риформингом нефтяных фракций
Содержание бензола в сырой нефти составляет обычно не более 0,5-1,0%. Этого недостаточно, для того чтобы оправдать затраты на оборудование необходимое для выделения бензола из сырой нефти. Гораздо более важным и коммерчески выгодным источником получения бензола является процесс каталитического риформинга, на долю которого приходится большая часть производимого в мире бензола.
Каталитический риформинг предназначен для повышения октанового числа прямогонных бензиновых фракций путём химического превращения углеводородов, входящих в их состав, до 92-100 пунктов. Процесс ведётся в присутствии алюмо-платино-рениевого катализатора. Повышение октанового числа происходит за счёт увеличения доли ароматических углеводородов. Продукты, полученные в результате риформинга узких бензиновых фракций, подвергаются разгонке с получением бензола, толуола и смеси ксилолов.
Сырьем для каталитического риформинга служит тяжелая бензиновая фракция (нафта, или лигроин) – смесь парафинов, нафтенов и ароматических углеводородов фракции С6-С9. В ходе каталитического риформинга состав нафты меняется следующим образом:
— парафины превращаются в изопарафины,
— парафины превращаются в нафтены,
— нафтены превращаются в ароматические углеводороды, включая бензол.
Также образуются побочные продукты:
— парафины и нафтены могут распадаться с образование бутана и более легких газов,
— боковые звенья ароматических соединений и нафтенов могут отщепляться и также давать бутан и более легкие газы.
Оба побочных процесса приводят к понижению октанового числа и снижению экономических показателей.
Мощность установок риформинга составляет от 300 до 1000 тыс. тонн и более в год по сырью. Оптимальным сырьём является тяжёлая бензиновая фракция с интервалами кипения 85-180°С. Сырьё подвергается предварительной гидроочистке — удалению сернистых и азотистых соединений, даже в незначительных количествах необратимо отравляющих катализатор риформинга.
Установки риформинга существуют 2-х основных типов — с периодической и непрерывной регенерацией катализатора — восстановлением его первоначальной активности, которая снижается в процессе эксплуатации. В России для повышения октанового числа в основном применяются установки с периодической регенерацией, но в 2000-х гг. в Кстово и Ярославле введены установки и с непрерывной регенерацией, которые эффективнее технологически, однако, стоимость их строительства выше.
Процесс осуществляется при температуре 500-530°С и давлении 18-35 атм (2-3 атм на установках с непрерывной регенерацией). Основные реакции риформинга поглощают существенные количества тепла, поэтому процесс ведется последовательно в 3-4 отдельных реакторах, объёмом от 40 до 140 м3, перед каждым из которых продукты подвергаются нагреву в трубчатых печах. Наличие нескольких реакторов позволяет поддерживать различные рабочие условия. В каждом из реакторов проходит одна из реакций, перечисленных выше. Выходящая из последнего реактора смесь отделяется от водорода, углеводородных газов и стабилизируется. Полученный продукт – стабильный риформат – охлаждается и выводится с установки.
При регенерации осуществляется выжиг образующегося в ходе эксплуатации катализатора кокса с поверхности катализатора с последующим восстановлением водородом и ряд других технологических операций. На установках с непрерывной регенерацией катализатор движется по реакторам, расположенным друг над другом, затем подаётся на блок регенерации, после чего возвращается в процесс.
Продукты, полученные в результате риформинга узких бензиновых фракций, подвергаются разгонке с получением бензола, толуола и смеси ксилолов — центральную фракцию, кипящую в узком интервале температур. Для итогового выделения бензола используют один из двух процессов: извлечение растворителем или экстрактивную перегонку.
Выход бензола на установках каталитического риформинга зависит от состава сырья. Нафта различается по содержанию парафинов, нафтенов и ароматики (углеводороды группы ПНА). Высокое содержание нафтенов и ароматических веществ – признак хорошего сырья для риформинга, а высокое содержание парафинов означает, что это сырье лучше использовать для промышленного получения олефинов.
Выход бензола также зависит условий проведения процесса, которые определяются экономическими соображениями.
Получение бензола из смолы пиролиза
Наиболее экономически выгодным является метод выделения бензола из жидких продуктов пиролиза нефтепродуктов, образующихся в производстве этилена и пропилена.
Производство бензола по данной технологии напрямую зависит от производства олефинов, сырья для производства олефинов и рынка смолы пиролиза (пироконденсата), который является весьма ограниченным.
Выделение бензола из пироконденсата заключается в гидроочистке соответствующей фракции продуктов пиролиза от непредельных и сернистых соединений, последующем гидродеалкилировании полученной смеси, содержащей бензол, толуол и ксилолы и последующей доочистке полученного бензола. Разделение БТК-фракции с получением бензола проводят экстракцией растворителем или экстрактивной перегонкой. Наиболее часто применяется экстракция смесью N-метилпирролидона с этиленгликолем. Также в качестве экстрагентов применяют гликоли, сульфолан, диметилсульфоксид и др. растворители.
Получение бензола гидродеалкилированием толуола
В процессе гидродеалкилирования (дезалкилирования) толуол смешивают с потоком водорода, нагревают и подают в реактор. Метильная группа отщепляется при прохождении толуола через слой катализатора с образованием бензола. Поток, выходящий из реактора, фракционируют на водород, метан и другие легкие газы и бензол. Бензол, как правило, очищают контактно-земляным методом. Полученный продукт представляет собой чистый бензол (марки «для нитрования»). Выход бензола на установке гидродеалкилирования толуола достигает 96-98%.
Материальный баланс процесса гидродеалкилирования толуола
Сырье
Получение бензола диспропорционированием толуола
В течение последних 15 лет спрос на бензол и ксилолы начал значительно опережать спрос на толуол. В результате был разработан технологический процесс диспропорционирования толуола, позволяющий повысить объем производства этих продуктов.
При диспропорционировании толуола происходит восстановаление до бензола с потерей метильной группы (т.е. гидродеалкилирование) и окисление до ксилола, так как метильная группа присоединяется к другой молекуле толуола (переалкилирование). Катализаторами процесса служат платина и палладий, редкоземельные металлы и неодим, нанесенные на оксид алюминия, а также хром, нанесенный на алюмосиликат.
Толуол подается в реактор, где находится неподвижный слой катализатора. В реактор также вводят некоторое количество водорода для подавления осаждения углеводородов на поверхности катализатора. Режим работы реактора – температура 650-950ºС и давление 10,5-35 атм. Поток, выходящий из реактора, охлаждают, из него извлекают водород на рецикл. Остальную смесь трижды перегоняют с выделением на первой стадии неароматических соединений, на второй – бензола, на третьей – ксилолов.
Материальный баланс процесса диспропорционирования толуола
Сырье
Как показывает материальный баланс процесса, выход продуктов за одну стадию довольно высок. При экономической обоснованности получения бензола из толуола, выбор между процессами гидродеалкилирования и диспропорционирования зависит от других экономических соображений, в частности от необходимого конечного состава продуктов.
Области применения бензола
Спрос на бензол определяется развитием потребляющих его отраслей. Основные области применения бензола — производство этилбензола, кумола и циклогексана и анилина.
Этилбензол является важным нефтехимическим продуктом, основной объем которого используются для производства стирола. Более 65 % производимого стирола в свою очередь используется для производства полистирола. Оставшаяся часть используется в производстве акрилонитрил-бутадиен-стирола (АБС) и стирол-акрилонитрила (САН), ненасыщенных полиэфиров и стирол-бутадиенового каучука.
Основной сферой применения фенола является химическая промышленность. Наиболее значимыми продуктами, в производстве которых используется фенол, является бисфенол-А и фенолформальдегидные смолы. Фенол также используется в производстве синтетического волокна капрона, красителей, пестицидов, лекарственных препаратов (аспирин, салол). Разбавленные водные растворы фенола (карболка, 5%) применяют для дезинфекции помещений, белья.
Циклогексан используется в качестве сырья для получения капролактама, растворителя. Капролактам в свою очередь применяется для производства термопластичных смол (полиамид 6), капроновых волокон и нитей.
Нитробензол является полупродуктом для получения анилина, который используется для производства метилдиизоцианатов, из которых получают полиуретаны. Анилин также используется при производстве искусственных каучуков, гербицидов и красителей.
Бензол также используется для получения малеинового ангидрида, является сырьем для производства синтетических волокон, каучуков, пластмасс. Применяется как компонент моторного топлива для повышения октанового числа, как растворитель и экстрагент в производстве лаков, красок, поверхностно-активных веществ.
Схематично основные синтезы на основе бензола можно представить следующим образом: