Уравнение кинематического баланса. Для большинства металлообрабатывающих станков независимо от их сложности методика наладки одинакова. Она заключается в сообщении исполнительным органам станка согласованных друг с другом движений для изготовления деталей.
Процесс наладки станка требует расчета передаточных отношений органа, наладки скоростей для получения заданной частоты вращения шпинделя и передаточных отношений органов наладки цепей для осуществления необходимых подач (подачи).
Для этих целей намечают расчетные кинематические цепи, составляют расчетные перемещения конечных звеньев этих цепей и уравнения кинематического баланса, из которых выводят формулы наладки цепей.
Уравнением кинематического баланса называют уравнение, связывающее расчетные перемещения конечных звеньев кинематической цепи. Это уравнение служит основой для определения передаточных отношений органа наладки. Конечные звенья могут иметь как вращательное, так и прямолинейное движение. Если оба конечных звена вращаются, то расчетные перемещения этих звеньев условно записывают следующим образом: лнмин-1 -» лкмин-1. Стрелка в этой записи заменяет слово «соответствует». По этим расчетным перемещениям составляют уравнения кинематического баланса данных кинематических цепей: пн • /пост • /х = Якмин’1, где пк — частота вращения в минуту конечного звена органа наладки; пн — частота вращения в минуту начального звена органа наладки; /пост — постоянное передаточное отношение органа наладки; /х — искомое передаточное отношение органа наладки.
Решая уравнения кинематического баланса относительно /х, получим формулы наладки рассматриваемых кинематических цепей.
Если одно из конечных звеньев в кинематической цепи имеет вращательное движение, а другое — прямолинейное, то при подаче, выраженной в миллиметрах на один оборот начального звена, расчетные перемещения можно записать: 1 оборот начального звена -» Suu продольного перемещения конечного звена. Уравнение кинематического баланса будет иметь вид: 1 оборот начального звена іпосг • /х • 1 = =5, где S — перемещение кинематической пары, преобразующей вращательное движение в прямолинейное (например, перемещение гайки за один оборот винта), мм; 1 = Z • Рь (здесь Z— число заходов винта; Рв — шаг винта, мм).
При наладке станков в общем случае необходимо:
1. По технологическому процессу изготовления детали установить характер движений в станке и их взаимосвязь;
2. Определить все кинематические цепи, по которым будет осуществляться необходимое для этого движение;
3. Составить соответствующие уравнения кинематических цепей, связывающих попарно рабочие органы станка;
4. По полученным передаточным отношениям вычислить и подобрать сменные зубчатые колеса и т. п.
При составлении уравнения кинематической цепи безразлично, в каком порядке рассматривается данная кинематическая цепь — от первого элемента ее (считая в направлении передачи движения) к последнему звену или наоборот, от последнего звена к первому.
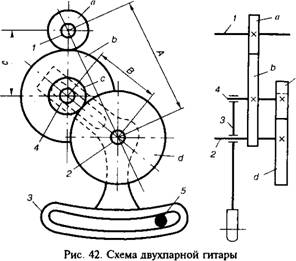
У некоторых металлообрабатывающих станков для наладки кинематических цепей применяют устройства, называемые «гитары». В основном металлорежущих станках встречаются двухпарные гитары, лишь в редких случаях, когда необходимы особенно малые передаточные отношения или требуется особенно высокая точность подбора этих отношений, используют трехпарную гитару.
На рис. 42 показана схема двухпарной гитары. Расстояние А между ведущим 1 (колеса а) и ведомым 2 (колеса Ь) валами неизменно. На ведомом валу свободно посажен «приклон» 3 гитары. В приклоне имеются радиальный и дуговой пазы. В радиальном пазу закреплена ось 4 колес «Ь» и «с». Перемещая ось вдоль паза, можно менять расстояние В между колесами «с» и «d». Дуговой паз в приклоне позволяет изменять расстояние между колесами «а» и «Ъ» при повороте приклона на валу 2. В требуемом положении приклон закрепляют болтом 5. Чтобы подобранные зубчатые колеса могли переместиться на гитаре и не упирались во втулки валиков зубчатых колес, необходимо соблюдать следующие условия зацепляемости: а = Ъ> с + 15. 20 мм; с+*/>/>+ 15. 22 мм. Необходимо также, чтобы 0,2
- Технологическое оборудование машиностроительных производств
- КИПиА позволяют следить за тем, что оборудование работает исправно
- СТАНКИ СВЕРЛ ИЛ ЬНО-РАСТОЧНОЙ ГРУППЫ С ЧПУ
- Повышение эффективности производства
- Продажа шагающий экскаватор 20/90
- Кинематическая настройка станков
- Кинематическая цепь
- Уравнение кинематического баланса
- Величина хода
- Выводы
- § 2. МЕТОДИКА КИНЕМАТИЧЕСКОЙ НАЛАДКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ.
Технологическое оборудование машиностроительных производств
КИПиА позволяют следить за тем, что оборудование работает исправно
Контрольно-измерительные приборы необходимы, чтобы измерять ту или иную физическую величину.
СТАНКИ СВЕРЛ ИЛ ЬНО-РАСТОЧНОЙ ГРУППЫ С ЧПУ
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / rashid@msd.com.ua Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
Повышение эффективности производства
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / rashid@msd.com.ua Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Кинематическая настройка станков
Кинематическую настройку станка производят для обеспечения необходимых перемещений конечных звеньев кинематической цепи и для получения заданных формы и размеров детали, которая в основном сводится к определению параметров органа настройки. Расчетные перемещения звеньев определяют исходя из формы поверхности, которая должна быть образована на заготовке, и вида режущего инструмента.
Затем по кинематической цепи составляют уравнение кинематического баланса, связывающее начальное и конечное перемещения, и находят зависимость параметра органа настройки от расчетных перемещений и постоянных цепи.
Кинематическая цепь
Кинематическая цепь составляется из движущихся сопряженных между собой и передающих друг другу движения деталей. Если началом кинематической цепи является электродвигатель (рис. 3,б), то можно найти связь между начальным и конечным звеньями:

где n, nшп — частота вращения начального и конечного звеньев; np, ip — КПД и передаточное отношение ременной передачи.
Для удобства вычислений рекомендуется в уравнении кинематического баланса (4.1) выделить постоянные величины структурной формулы и подсчитать их как коэффициент данной кинематической цепи, например:

Это выражение справедливо и для станков, в цепи главного движения которых в качестве органа настройки используется коробка скоростей. Тогда в выражении (4.2) iv будет передаточным отношением коробки скоростей.
Уравнение кинематического баланса
Уравнение кинематического баланса для цепи главного вращательного движения имеет вид (об/с)
nc i = nk, (4.3) , где nc и nk— частота вращения соответственно начального и конечного звена, об/с; i- передаточное отношение кинематической цепи.
Уравнение кинематического баланса для цепи, у которой начальное звено имеет вращательное движение, а конечное — прямолинейное, будет (мм/с)
nc i H = Sc, где Н — ход кинематической пары, преобразующей вращательное движение в прямолинейное, мм/об; sc — линейное перемещение конечного звена, мм/с.
Величина хода
Величина хода равна перемещению прямолинейно движущегося звена за один оборот вращающегося звена. Для винтовой пары (винт — гайка)
H = k tв (4.4), где tв — шаг ходового винта, мм; k — число заходов.
Для реечной передачи.
H = π m z, где m — модуль зацепления, мм; z — число зубьев реечного колеса.
На этом основании уравнение кинематического баланса для секундной подачи (мм/с):
для цепи с винтовой парой

для реечной передачи

Уравнение кинематического баланса для оборотной подачи (мм/об)

где s — линейное перемещение конечного звена, мм/об.
Из уравнений (4.5)-(4.7) определяют передаточное отношение органа настройки. Например, из уравнения (4.2) находят

Это выражение является формулой настройки сменных колес гитары скоростей цепи (см. рис. 3,б).
Выводы
Анализ структурных схем металлорежущих станков позволяет сделать следующие выводы. Кинематическая структура станков зависит от геометрической формы, размеров обрабатываемой поверхности и метода обработки. Чем меньше необходимое число исполнительных формообразующих движений, тем меньше кинематических цепей в структуре станка, тем проще его кинематика и конструкция. Существенное значение имеют и другие факторы, например точность и шероховатость поверхности, динамика резания, условия обслуживания станка, а также экономические факторы.
§ 2. МЕТОДИКА КИНЕМАТИЧЕСКОЙ НАЛАДКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ.
Кинематическая наладка станка заключается в согласовании движений исполнительных органов. Методика наладки одинакова для большинства станков и не зависит от их сложности. Для примера рассмотрим наладку токарно-винторезного станка на нарезание резьбы (рис. 1). Чтобы нарезать резьбу на заготовке 1, необходимо сообщить суппорту 3 с резцом 2 продольную подачу вдоль оси заготовки, согласованную с частотой вращения шпинделя 5. Следовательно, нужно рассчитать две кинематические цепи: скоростную (цепь главного движения) и нарезания резьбы. В обоих случаях следует составить уравнения кинематического баланса, связывающие расчетные перемещения конечных элементов кинематической цепи.
Рассмотрим кинематическую цепь главного движения. Шпиндель 5 с заготовкой 1 получает вращение от электродвигателя через ременную передачу и три пары зубчатых колес. Частоту вращения (мин -1 ) шпинделя рассчитывают по формуле n шп =1000v/(πd),
где v — скорость резания, м/мин (выбирается по справочнику режимов резания); d — диаметр заготовки, мм.
Составим уравнение кинематической цепи от электродвигателя к шпинделю при условии, что шпиндель должен вращаться с частотой

где n — частота вращения вала электродвигателя, мин -1 ; 0,985 — коэффициент, учитывающий скольжение ремня.
Это уравнение можно представить и в общем виде:
n шп =ni пост i см , откуда i см = n шп /ni пост ,
где i пост — постоянное передаточное отношение, характеризующее цепь; i см — сменное передаточное отношение механизма наладки.

Рис. 1. Кинематическая схема токарно-винторезного станка
В рассматриваемой кинематической цепи известны все величины, за исключением сменных колес a-b, являющихся механизмом наладки. Подставив численные значения, получим

Так как n шп = 1000v/(πd), определим значение i см =a/b; определим колеса a и b и тем самым произведем наладку цепи главного движения. Затем приступим к наладке кинематической цепи движения подачи (или цепи нарезания резьбы). Резец 2, укрепленный на суппорте 3, получает перемещение от ходового винта 4, который приводится во вращение от шпинделя 5 через пару цилиндрических колес, две пары конических колес и сменные зубчатые колеса с-d, е-f (см. рис. 1).
Составим уравнение кинематического баланса исходя из условия, что за один оборот шпинделя резец переместится вдоль оси заготовки на величину шага Р р нарезаемой резьбы:

В общем виде это уравнение будет выглядеть следующим образом:

где Р р — шаг нарезаемой резьбы; Р х.в — шаг ходового винта.
В рассматриваемой цепи

Подобрав сменные колеса с-d, е-f, произведем наладку цепи движения подачи.
При кинематической наладке станков необходимо:
1) выяснить характер движения рабочих органов и их согласованность;
2) выявить все кинематические цепи станка;
3) составить уравнения кинематических цепей, связывающих попарно рабочие органы станка;
4) определить передаточные отношения механизма наладки и подобрать в соответствии с ними сменные зубчатые колеса или другие элементы наладки.